
Precision Hardened Inserts & Studs
PSM’s Precision Hardened Inserts & Studs are specialized fasteners designed to embed a hardened steel thread into softer substrates such as aluminum, magnesium, or zinc die-castings. They help engineers combine lightweight metals with durable, serviceable threaded connections — avoiding weak threads in soft materials.
Advantages
- Easy assembly with any squeeze press
- Low bursting stress allows the use of thinner walled bosses
- Steel thread provides a high degree of reusability
- Installed into plain cored hole
- Can be used for sheet thickness up to 6mm
- Eliminates tapping operations
Design Guide
Joint Design
To achieve optimum pull-out performance the joint must be designed with a stationary mating component in contact with the face of the insert.
Hole Preparation
Holes may be cored or drilled. The taper on a cored hole should be 0.5~ inclusive and the hole diameter recommended should apply at the point reached by the bottom of the insert.
Installation
Form a hole in the material to size recommended and install the fastener square in the hole. Apply pressure to the head of the fastener sufficient to totally install the broaching feature into the board, locking the fastener securely in place. Insert fixing screw or bolt from side opposite to the fastener head.
Wall Thickness
The minimum wall thickness will vary with the ductility of the diecasting alloy, but as a general guide wall thickness should not be less than the nominal thread diameter. Specific use of materials like magnesium and applications requiring thinner boss walls may require subtle changes to the design of the insert. In either case consultation with the PSM Technology Centre or local sales office and pre-production testing is essential.
Precision Hardened Inserts & Studs Technical Data
STANDARD MATERIAL - Case Hardened Mild Steel
STANDARD FINISH - Zinc & Chromate
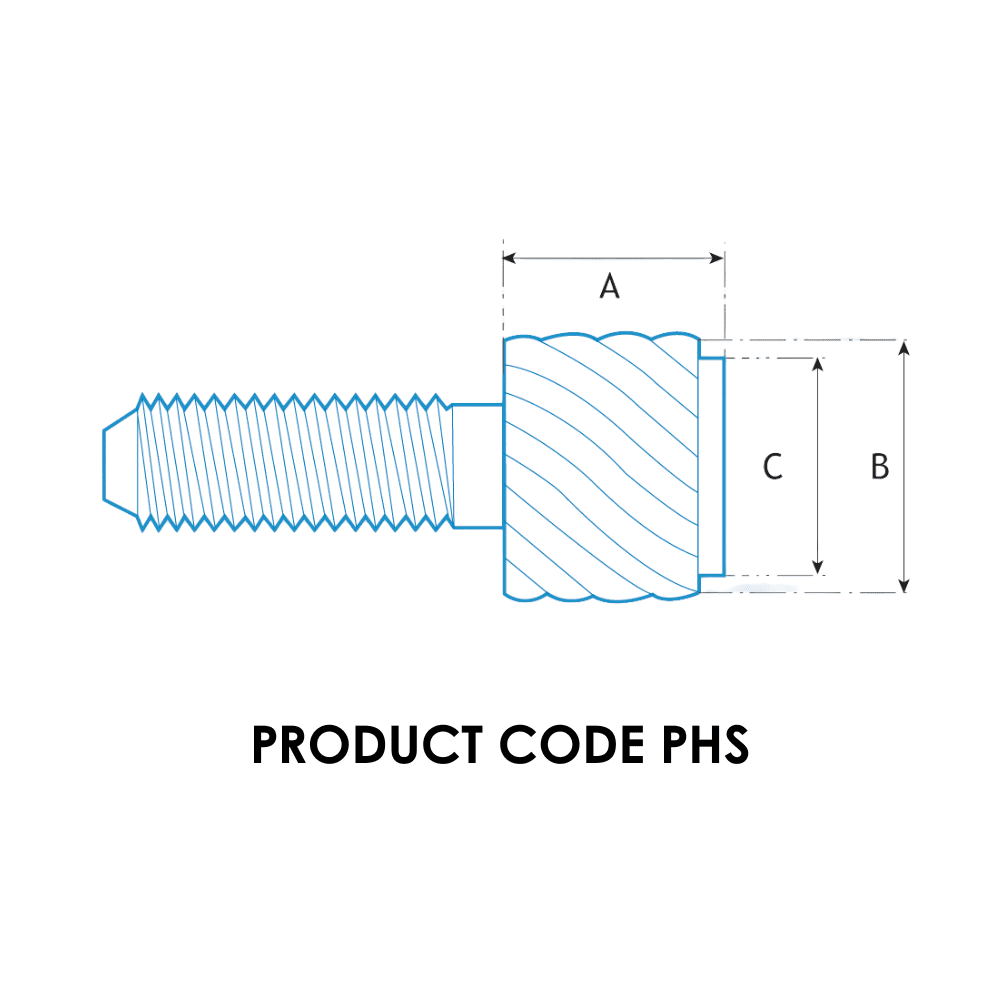
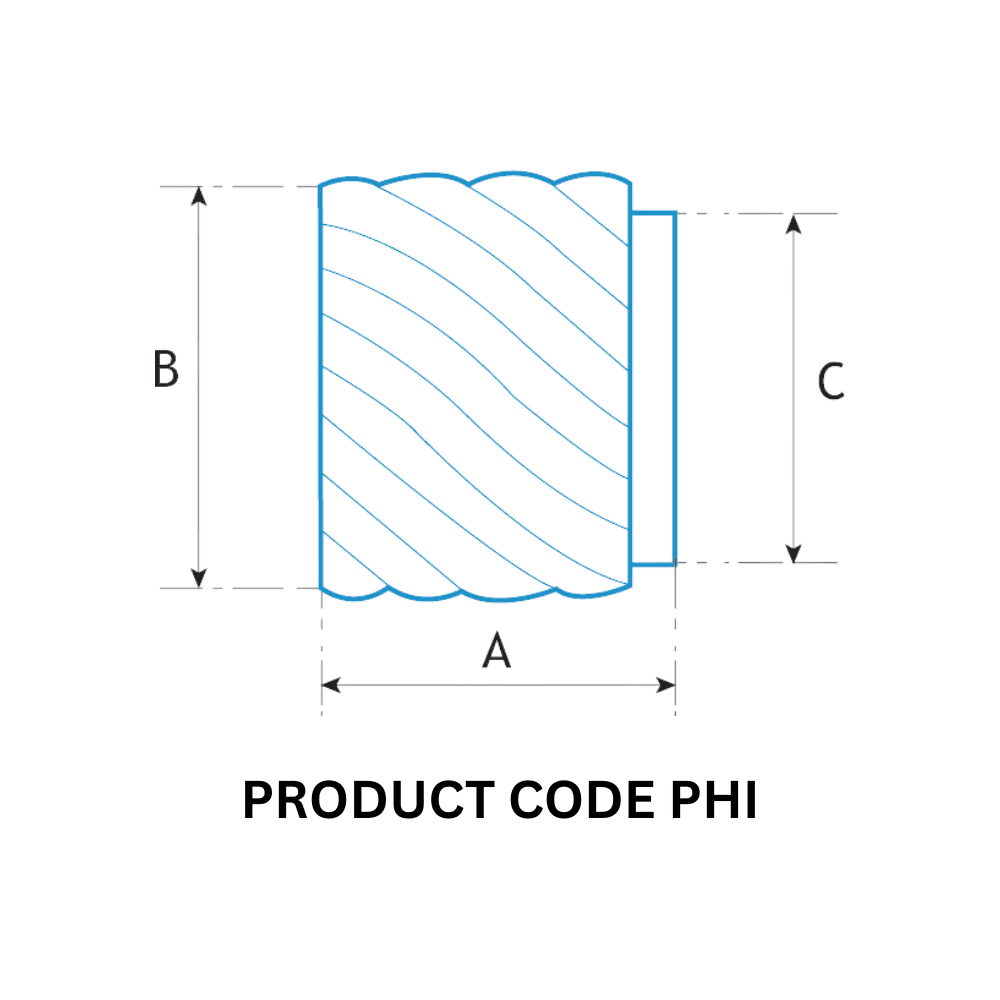
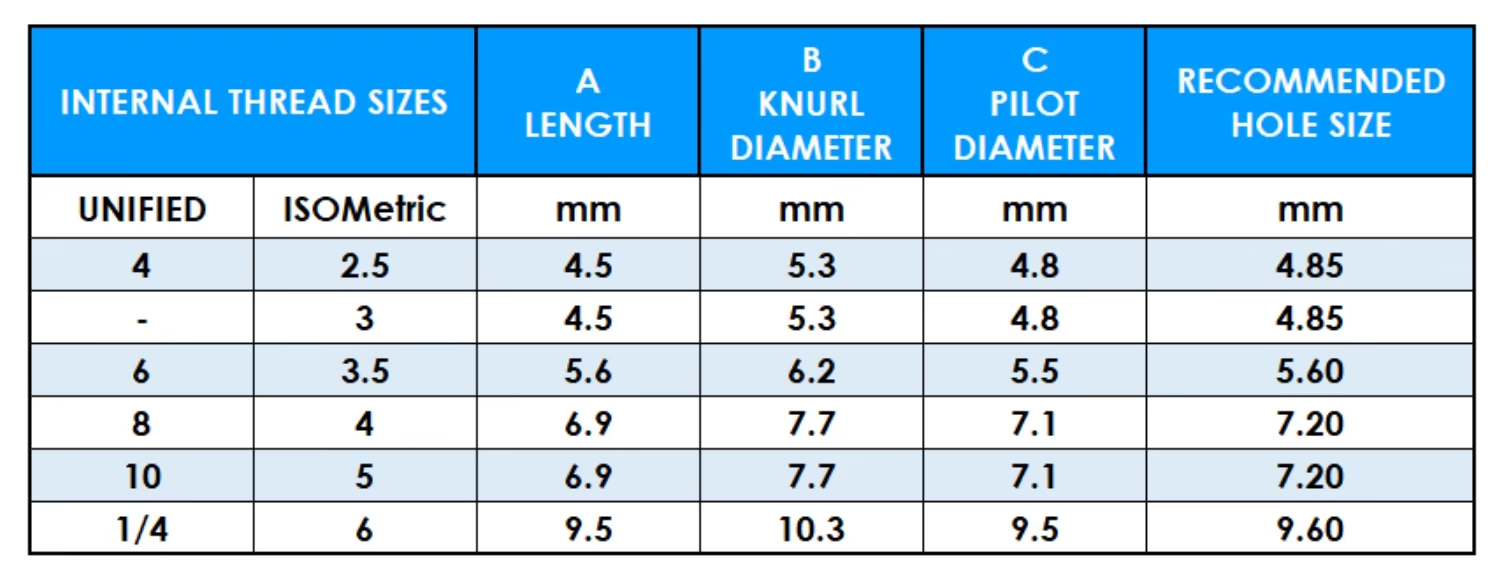
Dimensions
Stud Lengths - Lengths Available ('L')

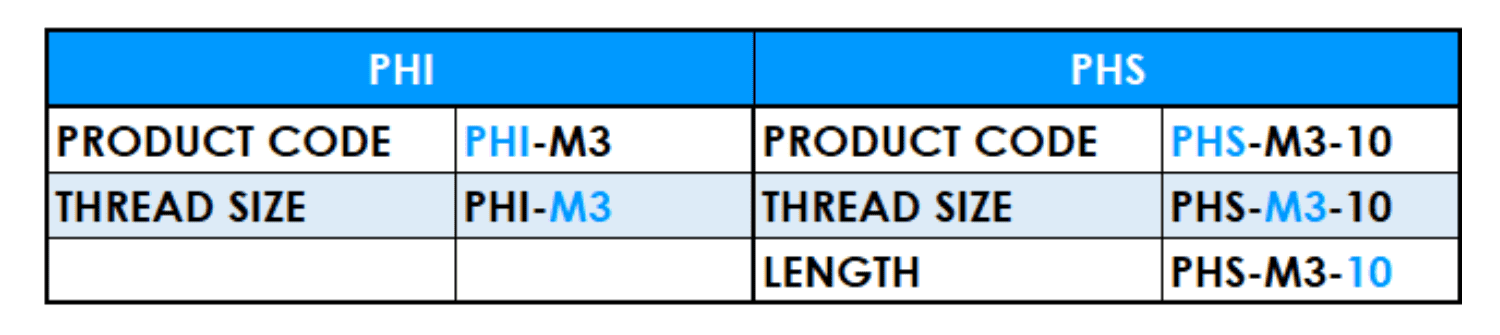
How to Specify
Design & Application Guidelines
Joint Design
For optimal pull-out performance, the mating part should press directly against the face of the insert rather than letting load pass through soft substrate. This ensures the insert takes the load, not the weaker casting.
Hole Preparation
Holes may be drilled or cored. If cored, a taper of around 0.5° inclusive is typical. The nominal hole diameter should be measured at the point reached by the bottom of the insert to ensure accurate fit and anchoring.
Installation
Place the insert square into the hole. Apply axial pressure to fully seat the broaching or anchoring features. Then drive the bolt or screw from the side opposite the insert head.
Wall Thickness & Material Limits
Minimum wall thickness depends on the ductility of the casting alloy, but a general guideline is not to go below the nominal thread diameter. In challenging cases (e.g. magnesium or very thin walls), custom insert designs or additional testing may be necessary. Engineering consultation and validating prototypes are recommended for critical designs.
Applications & Use Cases
Precision hardened inserts and studs are widely used in automotive castings, structural brackets, heat sink mounts, hybrid assemblies where soft metals interface with plastics or composites, and wherever reliable, serviceable threads are required in soft metals under load, vibration, or repeated servicing.