
Spiro
PSM SPIRO® inserts are engineered to meet the challenges posed by hard, brittle, or thermosetting plastics. Traditional knurled or press-in inserts can generate too much radial stress in these materials, risking cracks or failure. The SPIRO® design addresses this by using a sharp, precision knurl pattern that cuts gently into the substrate, reducing stress and allowing thinner boss walls without compromising pull-out strength or torque resistance.
Advantages
- Easy press-in insertion
- High torque resistance
- Low bursting stress allows the use of thinner wall bosses reducing the risk of sink marks
- Self-aligning - Assists installation
Product Features
Sharp precision knurl pattern enables clean cutting into hard, brittle plastics, keeping radial stress low and reducing cracking risk.
Low bursting stress allows designers to use thinner walls around the boss.
High torque resistance provides strong threaded performance under twisting loads.
Self-aligning geometry helps the insert settle squarely during installation, aiding consistent seating and alignment.
Press-in installation requires only a controlled squeeze action, with no need for complex tooling or high energy.
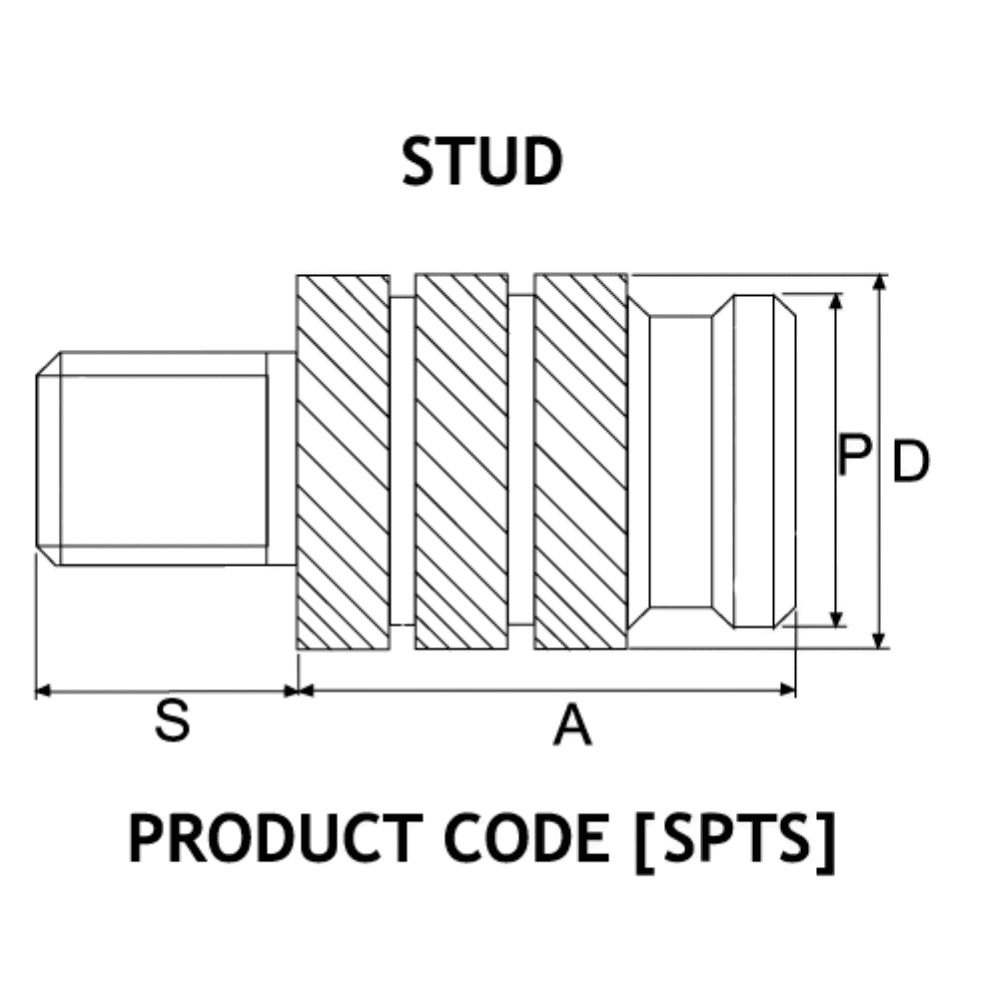
Selection of Spiro Insert or Stud
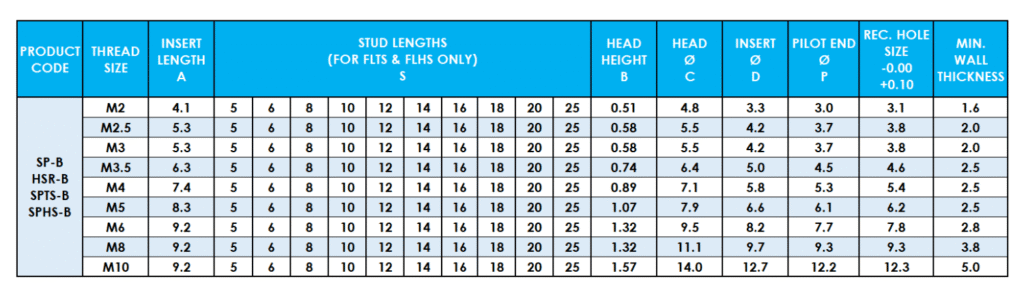
ISO Metric
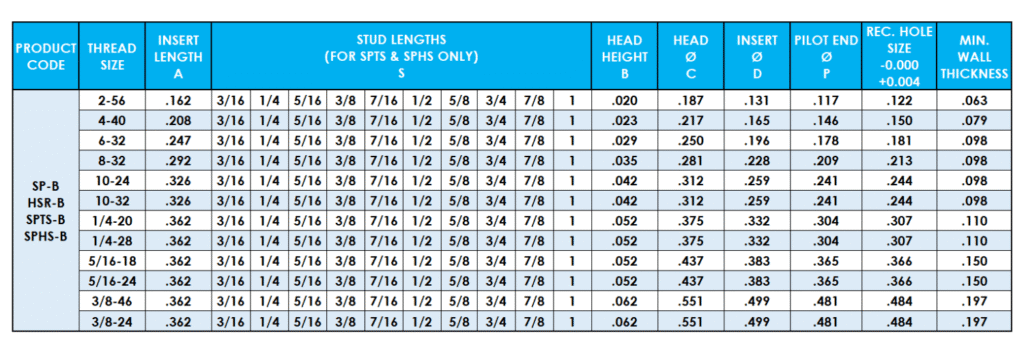
Unified
Other materials and lenghts possible on quotation.
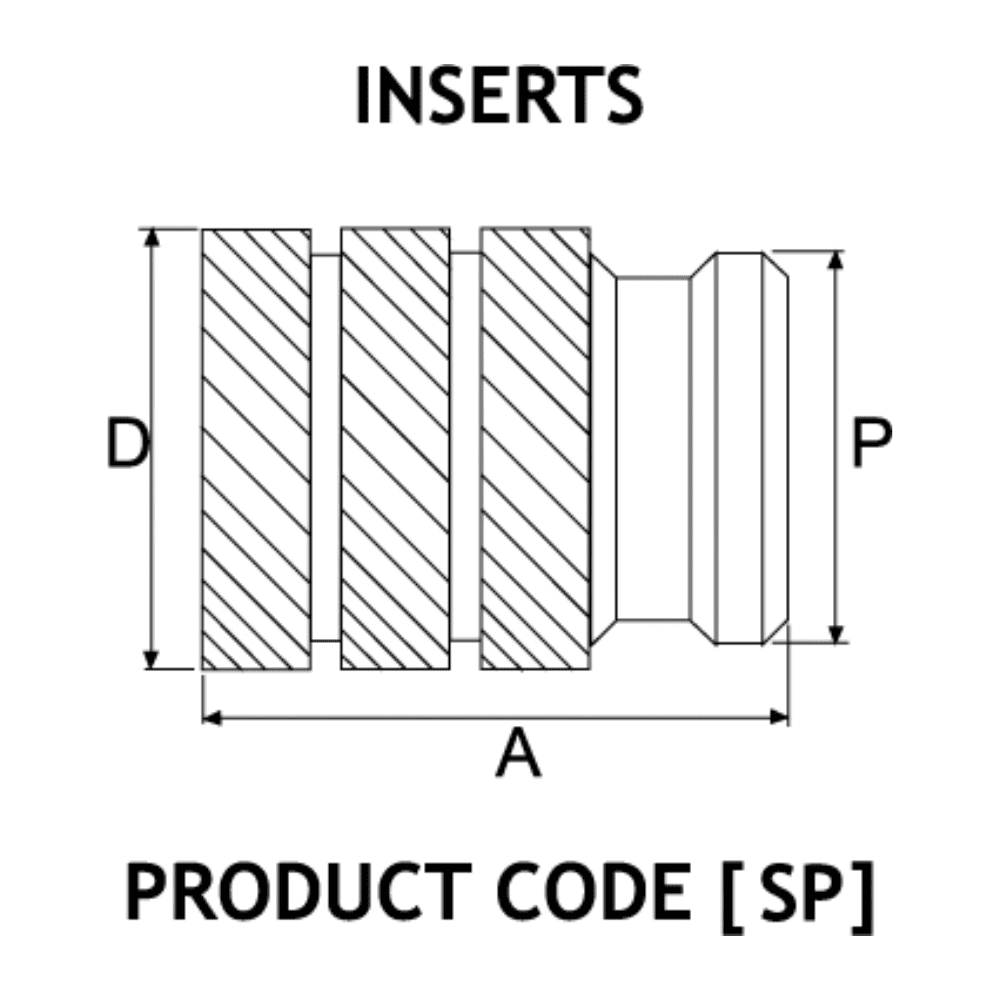
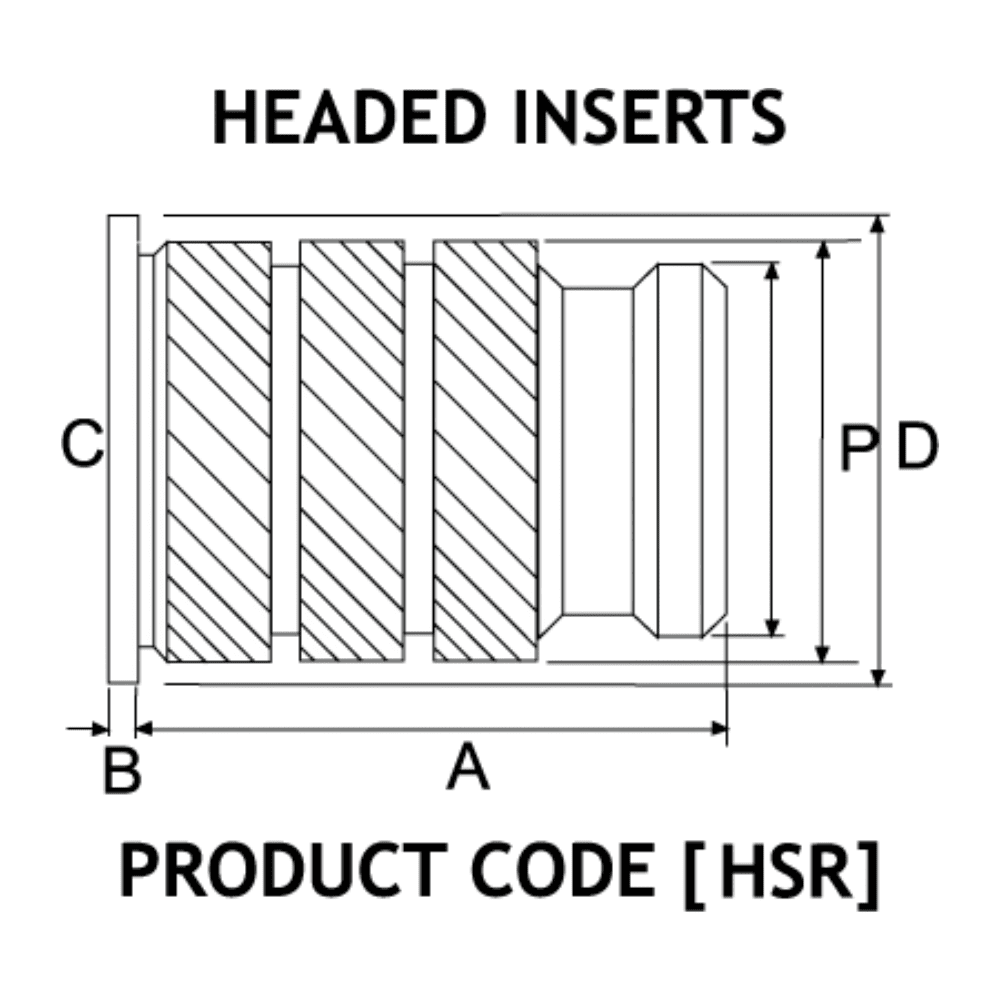
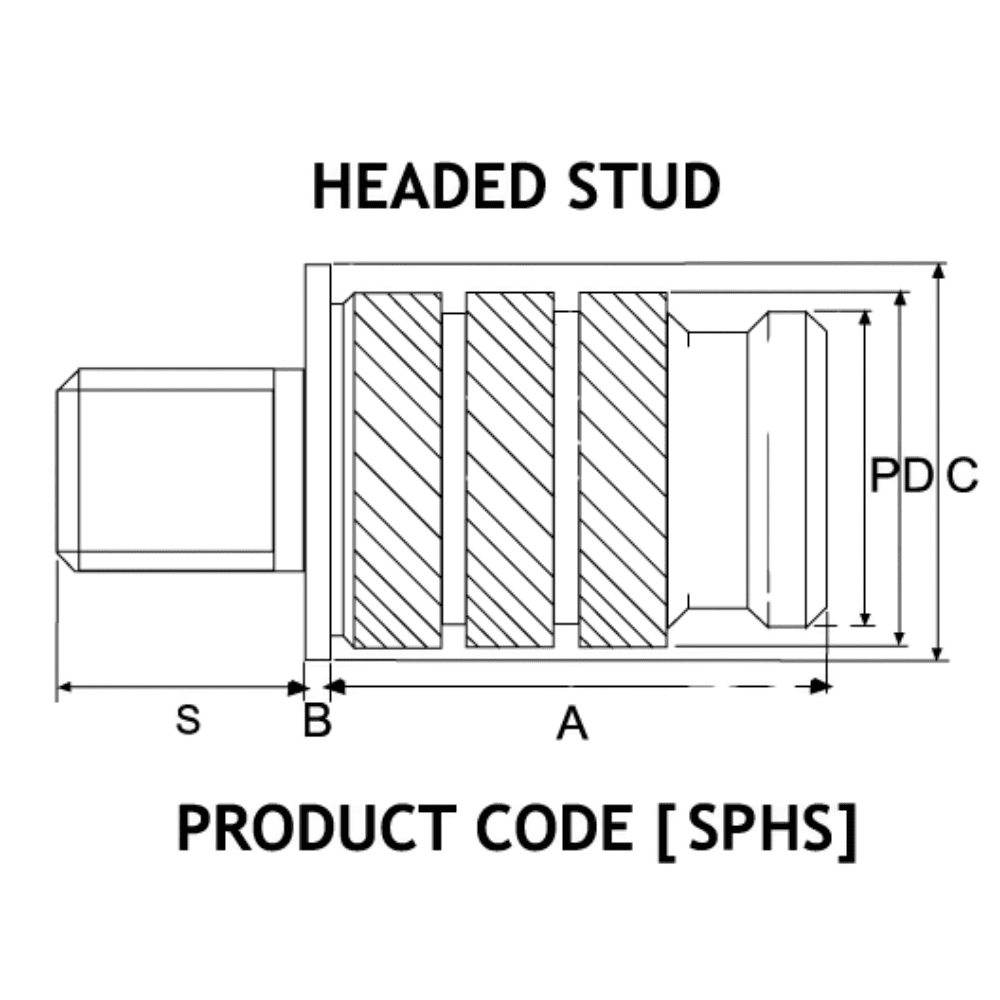
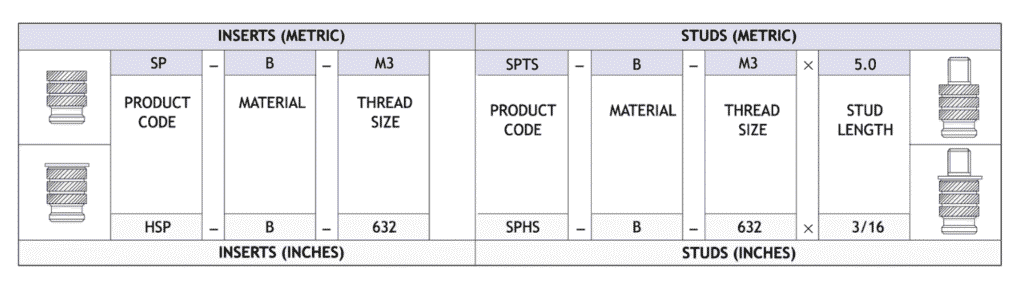
Specifying an Insert & Stud
Boss Design Specification
Hole Preparation
Holes for Spiro inserts should be moulded to remove the danger of drill induced stresses. The taper on a moulded hole should be 1° inclusive and the hole diameter recommended should apply at the point reached by the bottom of the insert. The top of the hole should not be chamfered or counterbored and care must be taken to avoid bell mouthing. Hole diameter tolerance: -0.00 +0.10mm.
Installation
The insert must be installed using a squeeze action press, NEVER a hammer blow. The insert must be allowed to rotate in the direction of the knurl during installation. This is best achieved by the use of a punch having either a polished face or a thrust bearing. The insert must be kept axially square during installation, as any tilting will induce side loads on the boss wall. The recommended hole size must not be increased beyond the top tolerance limit since oversize holes reduce or remove the self-aligning effects, producing side loads and consequent risk of boss cracking.
Wall Thickness
A general guide to minimum wall thickness is given in the data table but this will vary depending upon the nature of the plastic. Where thinner walls are required these can often be accommodated, but consultation with the P.S.M Technology Centre or local sales office and pre-production testing is strongly advised.
Performance Data
The complexity of materials and variations in service conditions make it impossible to detail fastener performance for specific applications. The chart below gives a general guide and show the relative performance of the inserts in the range.

Enhance Your Assembly with Our Precision Spiro Inserts
Start browsing our products or request a quote today to find the ideal fastening solution for your application.