
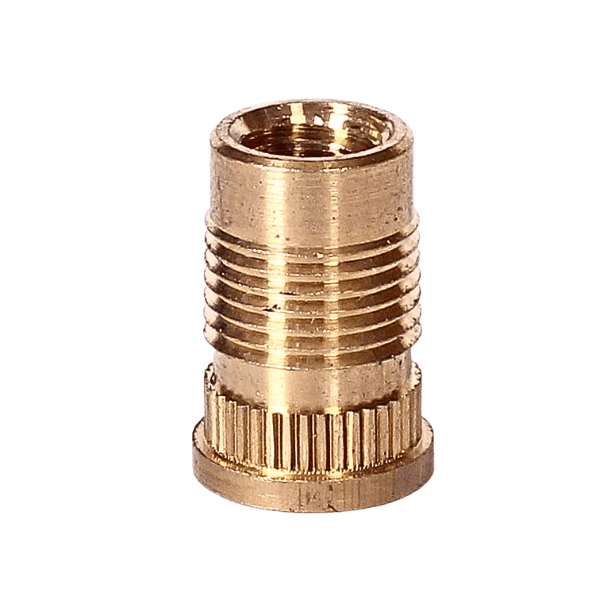
Inserts For Plastics M6 X 12.7 Fin-Lok Headed Brass PSM05805 (FLHBM6)
$0.61
30411 in stock (can be backordered)
Insert Type FL & FLH and Stud Type HLTS & HLHS series – A press-in insert, which can be easily installed into most thermoplastic materials. It features a combination of sharp fins and straight knurls. Unlike the Press-Lok range, this insert has a free running thread.
Buy More, Save More
| Weight | 0.003251 kg |
|---|---|
| Dimensions | 1 × 1 × 1 cm |
| Product Type 1 | |
| Product Type 2 | |
| Product Type 3 | |
| Material | |
| Thread | |
| Size | |
| Length/Dimension | |
| Special Notes | |
| Bin Location | |
| Default Location | |
| Lead Time |
Customers reviews
Related products






There are no reviews yet.