

Other materials and lengths possible on quotation.
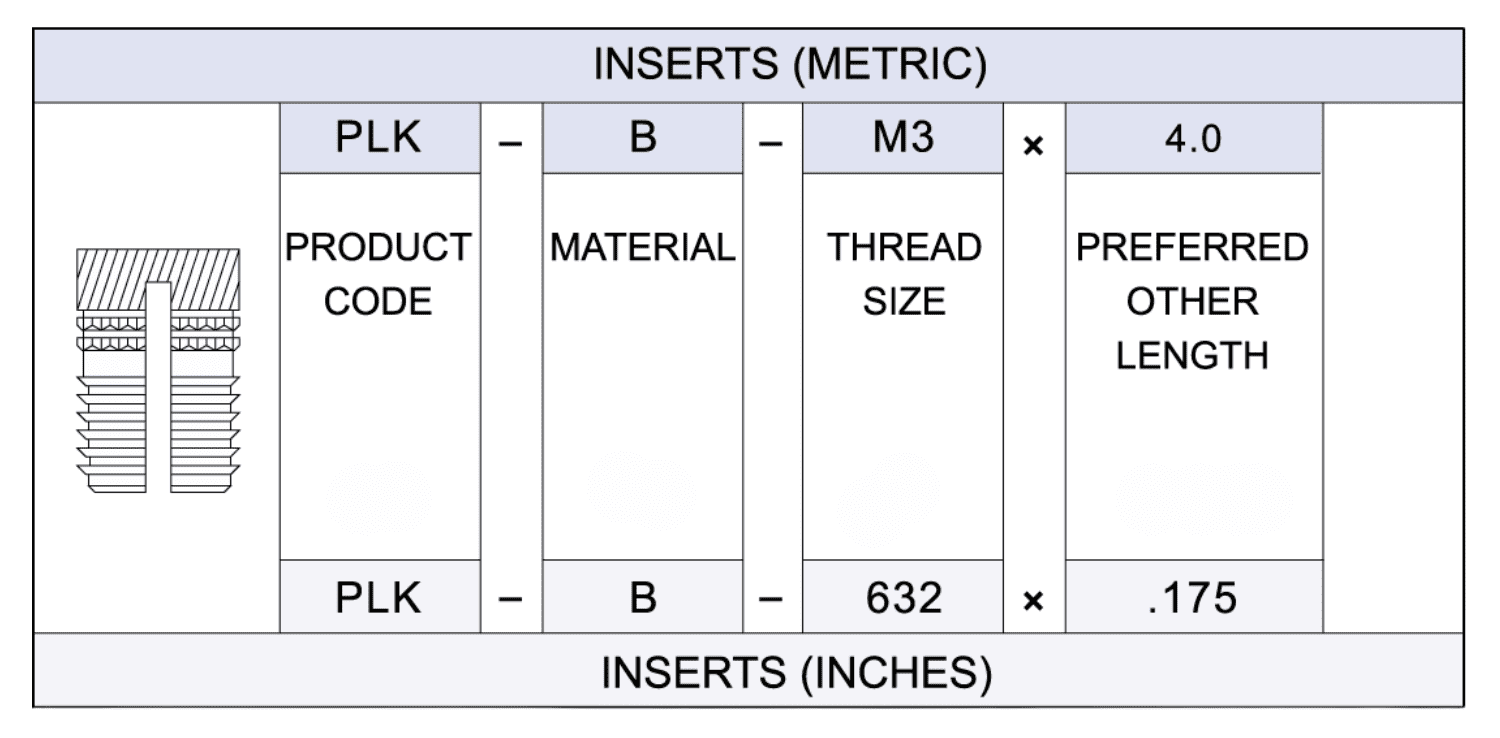

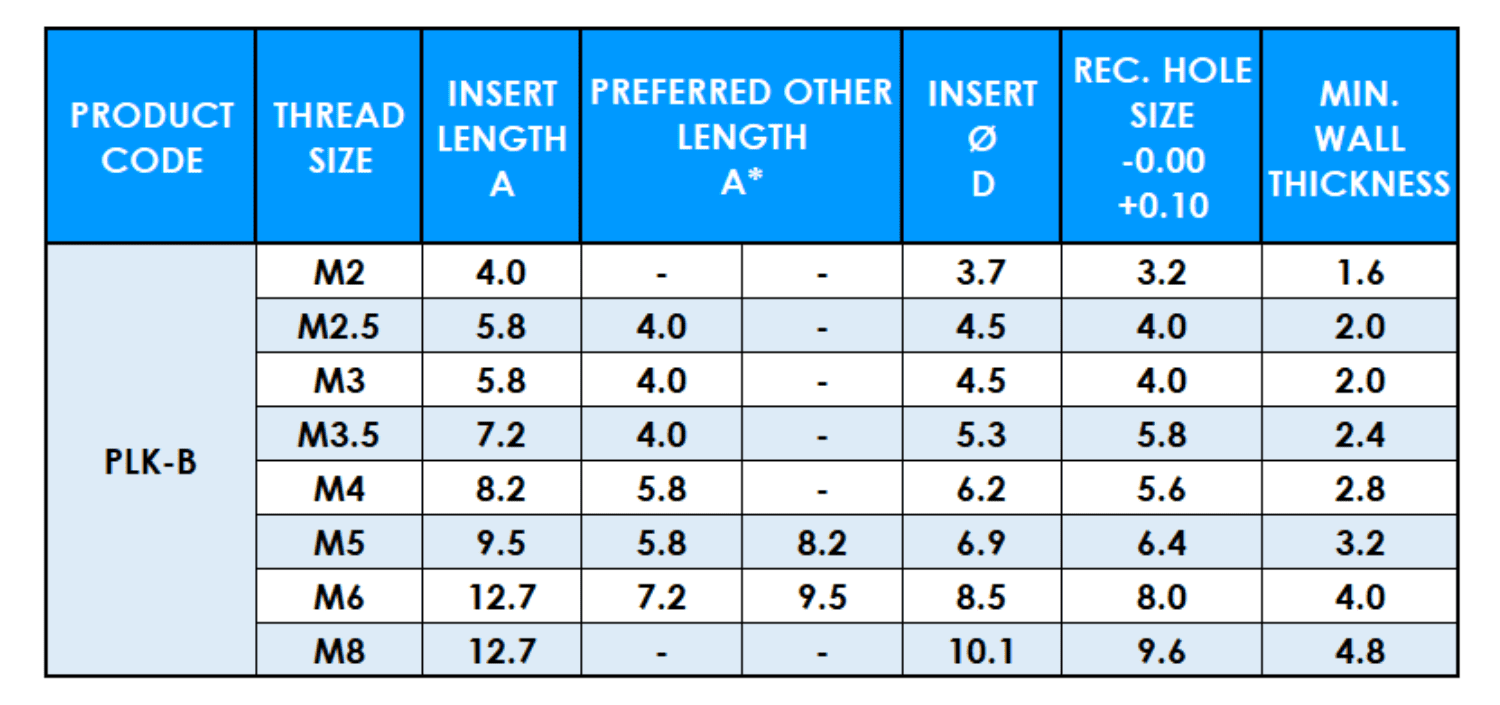
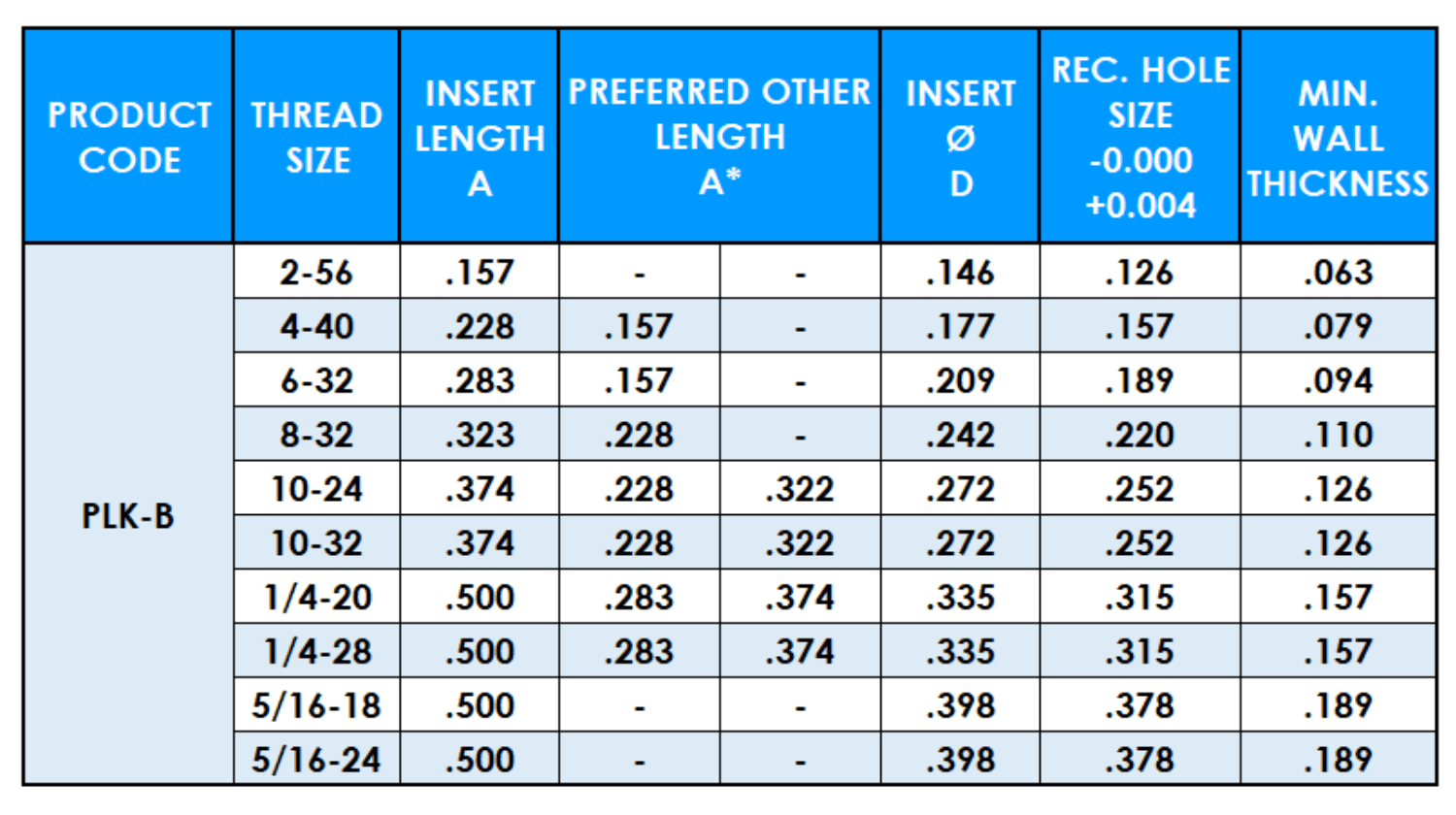
Insert Type PLK series – Offers ease of installation without the typical high screw installation torque and its plain and knurled vanes offer the levels of pull-out and torque resistance usually expected only of heat-installed inserts.
| Dimensions | 1 × 1 × 1 cm |
|---|---|
| Product Type 1 | |
| Product Type 2 | |
| Material | |
| Thread | |
| Size | |
| Length/Dimension | |
| Default Location | |
| Lead Time |








There are no reviews yet.