

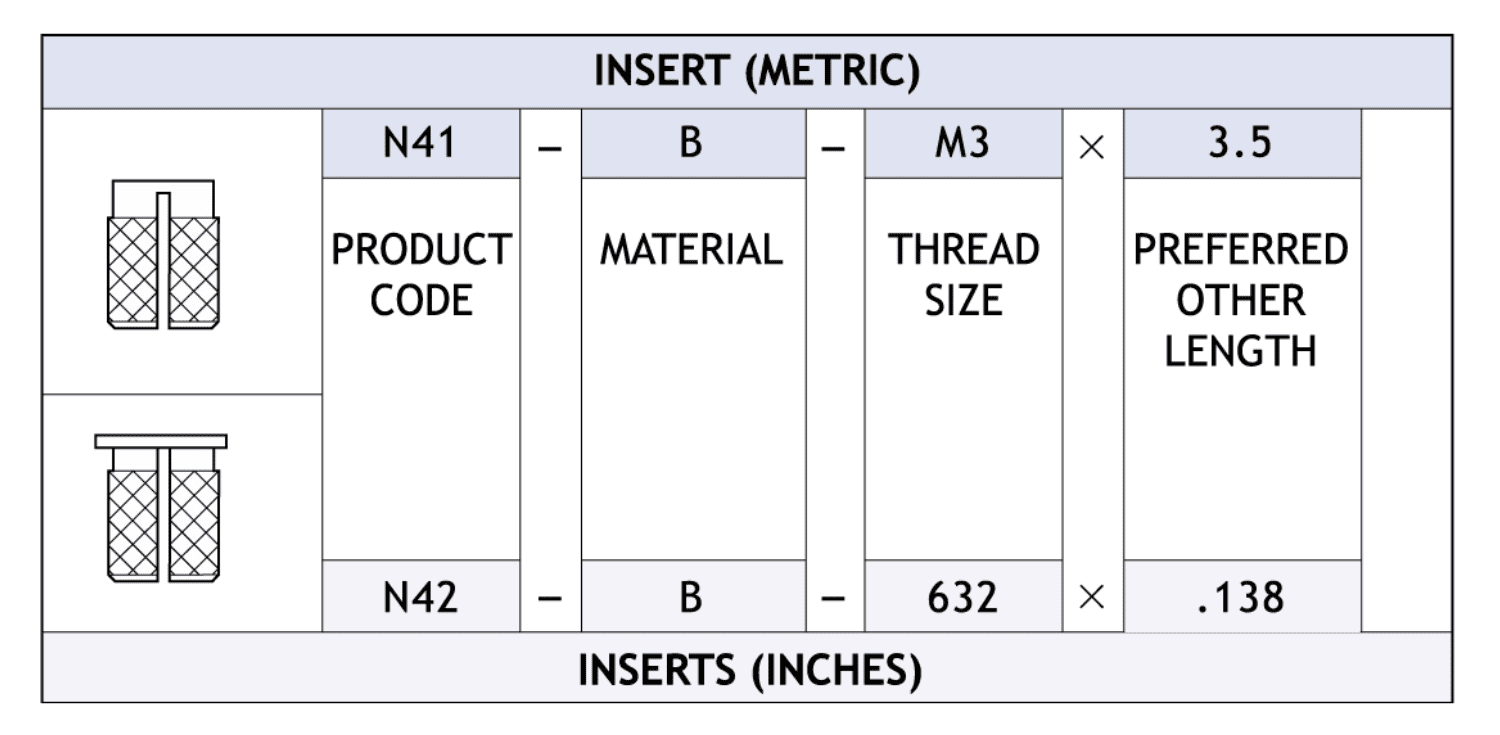
Other materials and lenghts possible on quotation.
$0.30
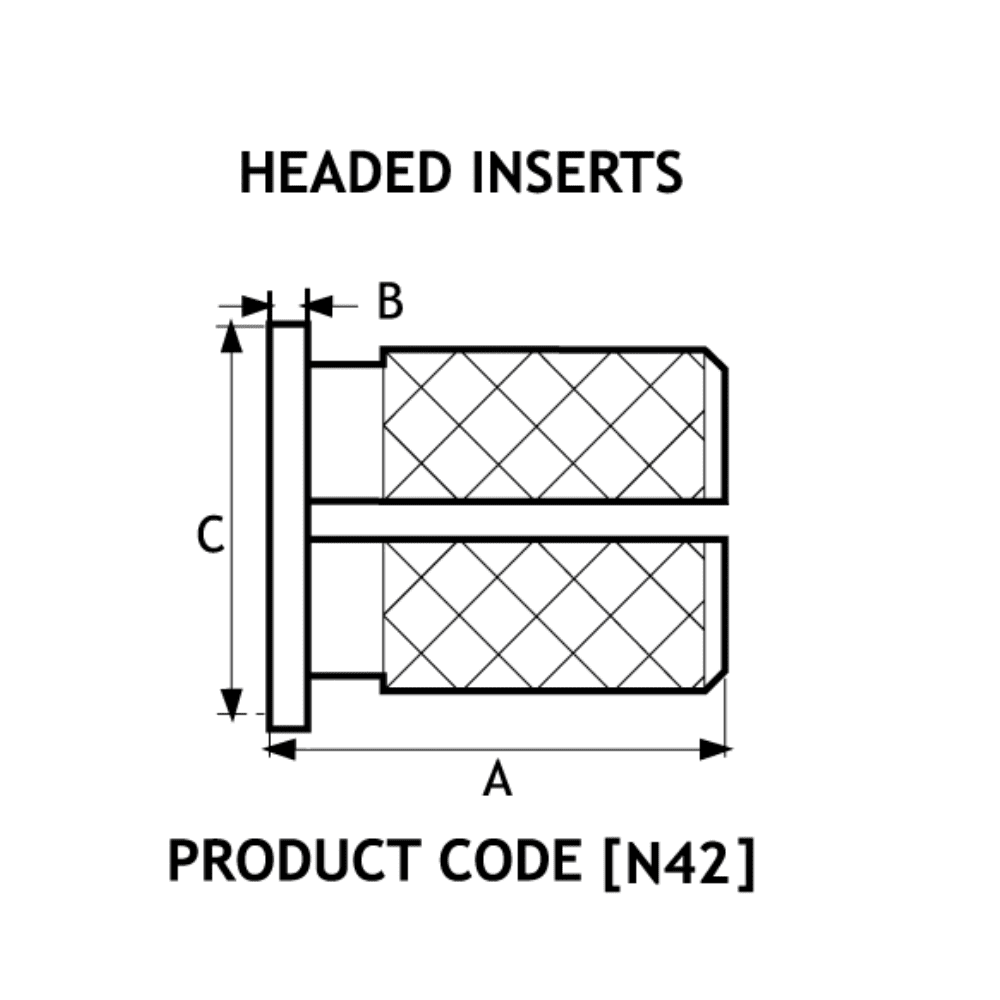
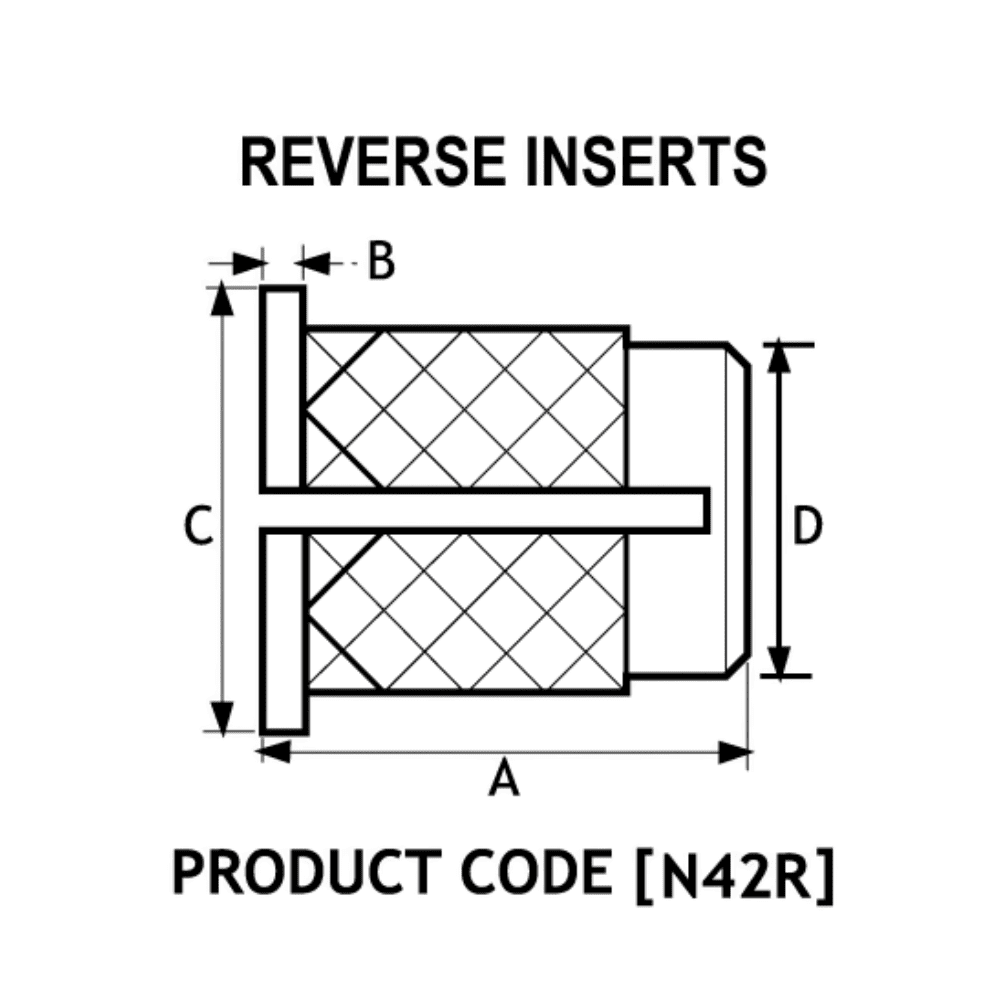
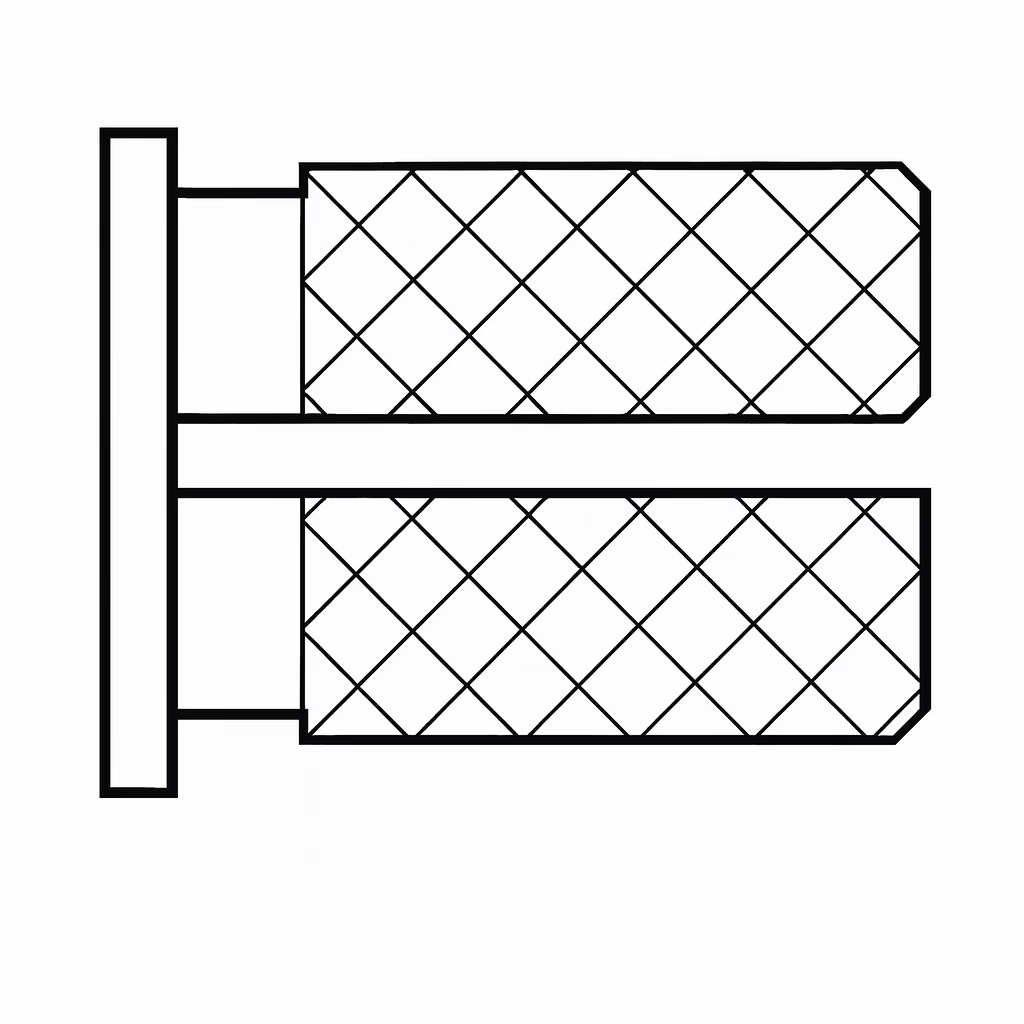
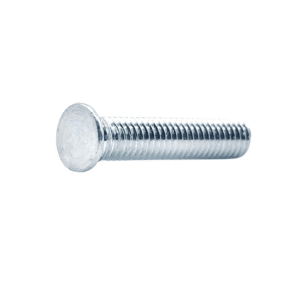
Insert Type N41, N42 & N42R series – Ideal for use in hard thermosetting plastics, BancLok are press-in expansion inserts which, due to their diamond knurl pattern, give minimum penetration of the sides of the hole without sacrificing pull-out resistance.
| Dimensions | 1 × 1 × 1 cm |
|---|---|
| Product Type 1 | |
| Product Type 2 | |
| Product Type 3 | |
| Material | |
| Thread | |
| Size | |
| Length/Dimension | |
| Bin Location | |
| Default Location | |
| Lead Time |





There are no reviews yet.