
Advantages
- Double ended - assists automatic feeding
- Increased pull out and torque performance
- Self-aligning - assists installation
- Permits thin boss walls allowing compact boss design
- Choice of lengths available
Selection of Inserts
ISO Metric
Unified
Other materials and lengths possible on quotation.
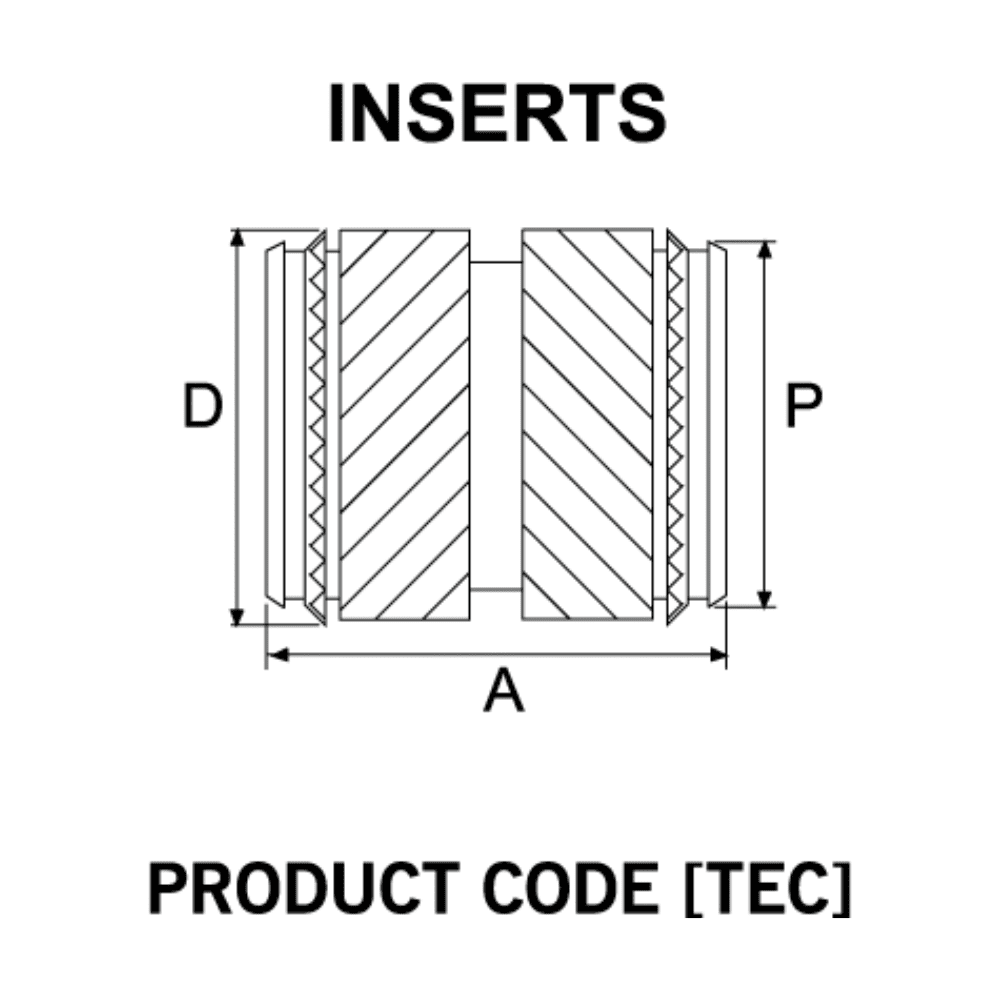
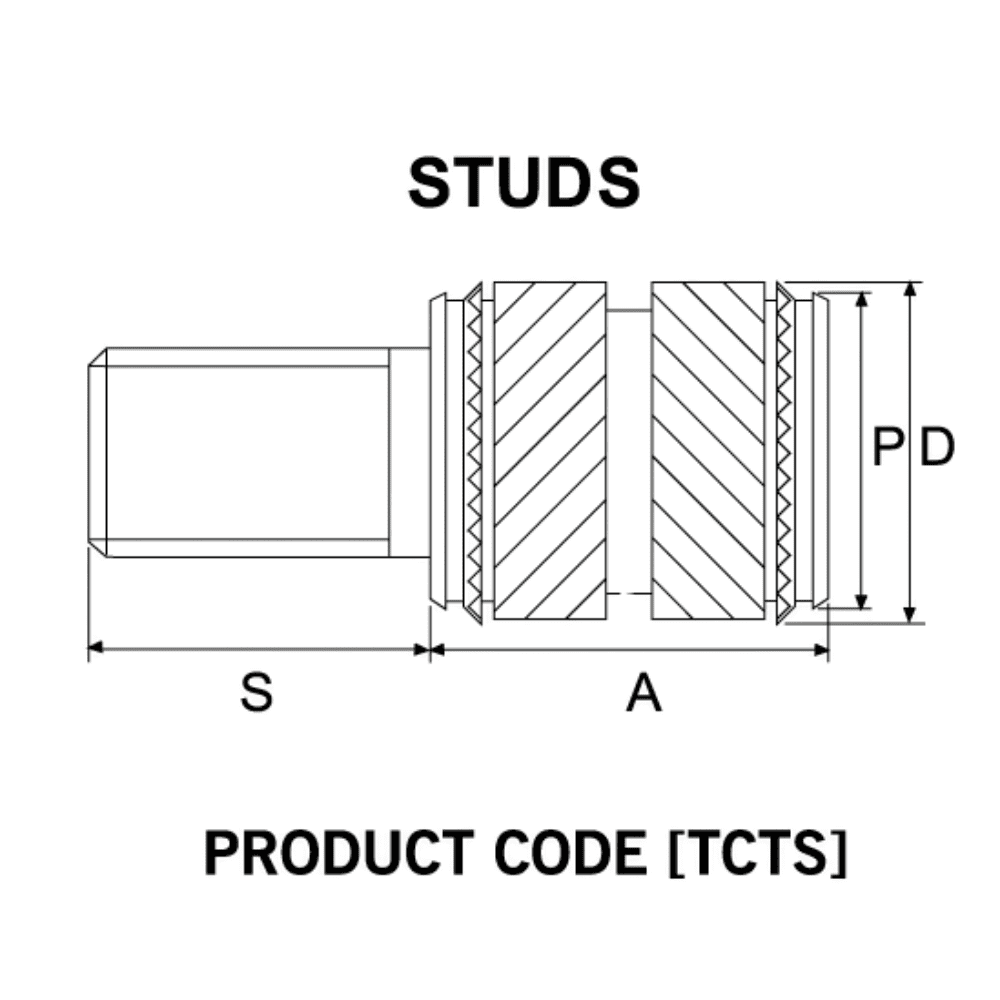
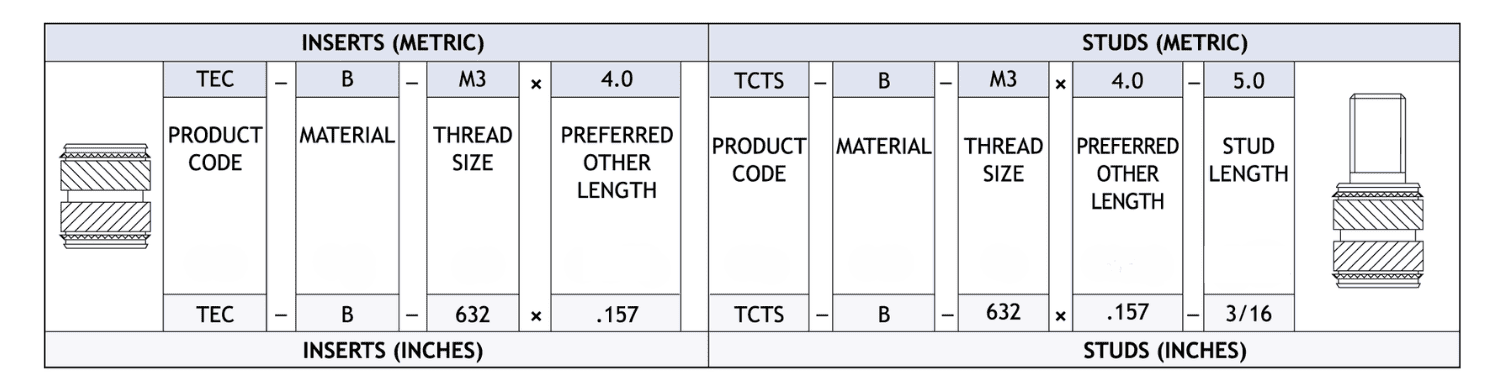
Specifying an Insert & Stud
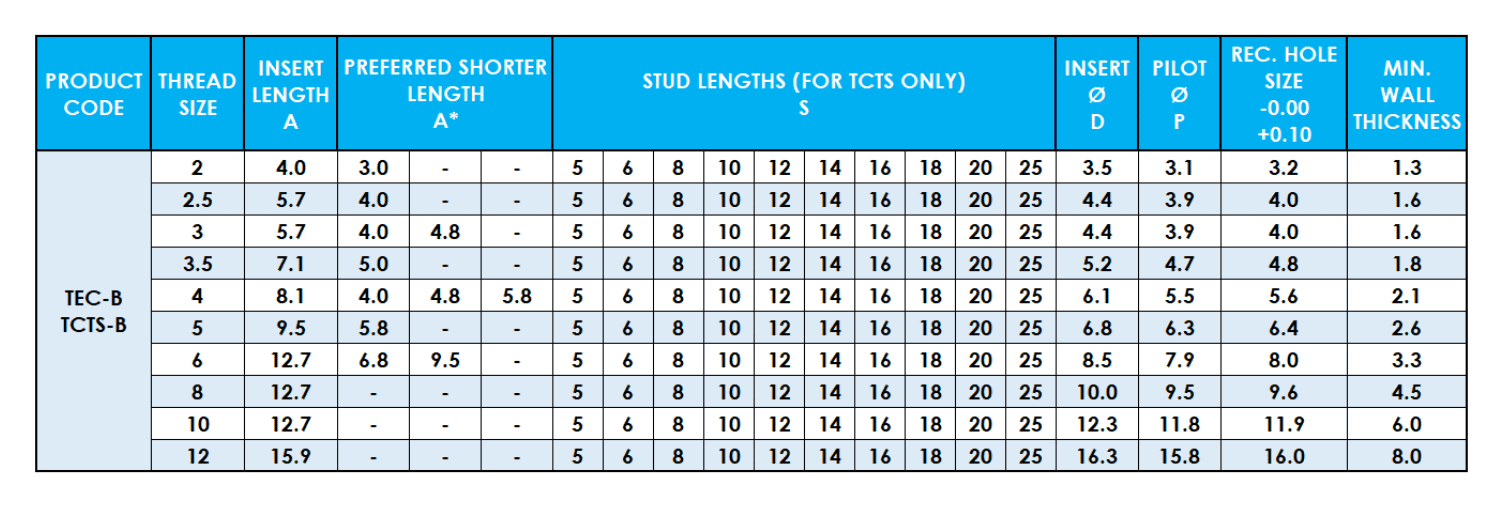
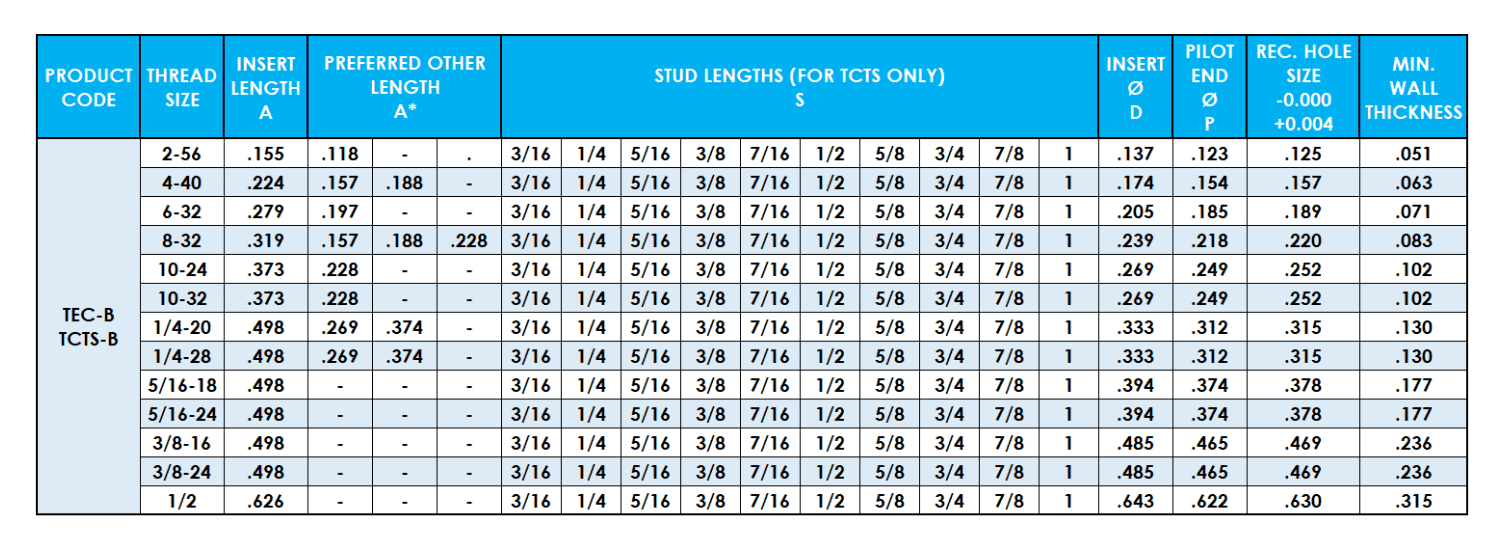
Boss Design Specification
Hole Preparation
Moulded holes are recommended wherever possible. The taper on a moulded hole should be 0. 5° inclusive and the hole diameter recommended should apply at the point reached by the bottom of the insert. The top of the hole should not be chamfered or counterbored and care must be taken to avoid bell mouthing. Hole diameter tolerance:-0.00 +0.10mm.
Installation
The Fastener has been designed for installation using a pre-heating process. Care must be exercised to ensure that the Fastener softens but does not melt the plastic. This will avoid any tendency to generate unsightly “flash” around the top of the insert and ensure optimum performance. Excessive pressure should be avoided since this may result in the insert being forced into the hole without allowing the plastic to soften and flow around the surface profile.
Wall Thickness
A general guide to minimum wall thickness is given in the data table but this will vary depending upon the nature of the plastic. Where thinner walls are required these can often be accommodated, but consultation with the P.S.M Technology Centre or local sales office and pre-production testing is strongly advised.
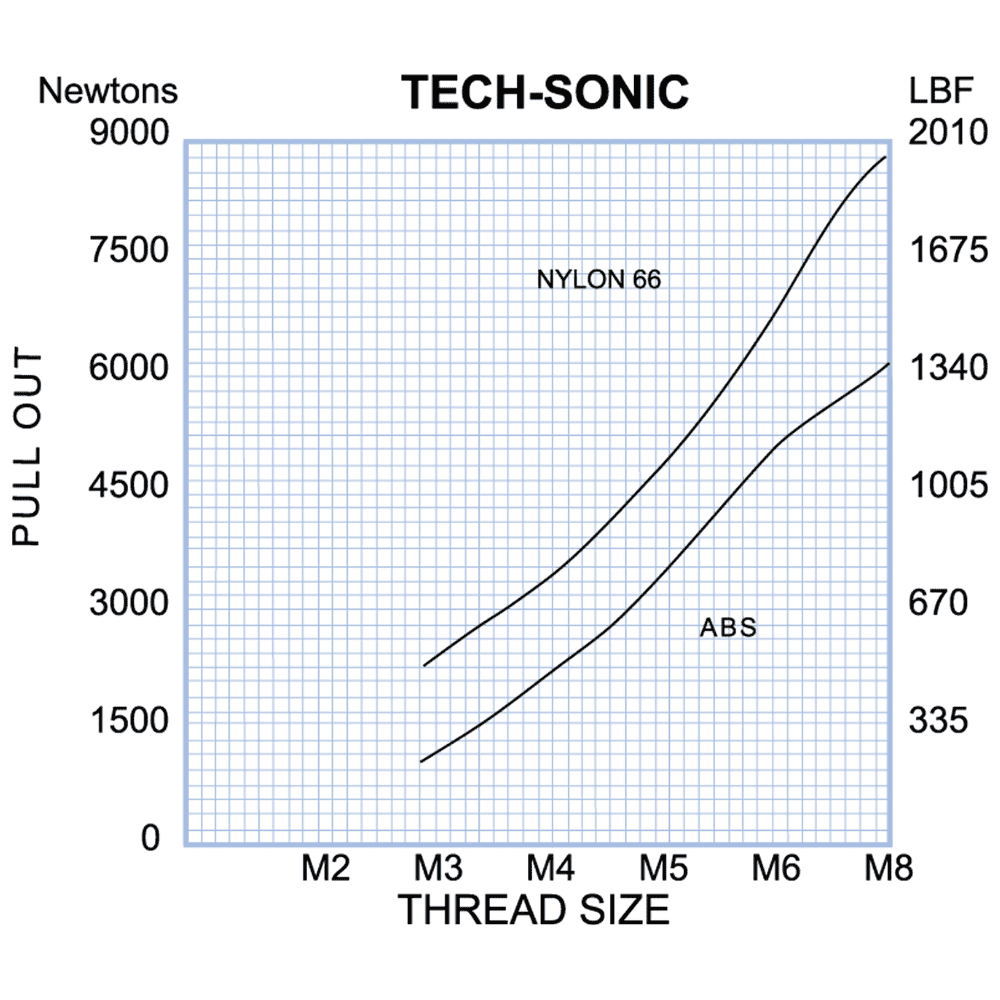
Performance Data
The complexity of materials and variations in service conditions make it impossible to detail fastener performance for specific applications. The chart below gives a general guide and shows the relative performance of the inserts in the range.

There are no reviews yet.