
Other materials and lenghts possible on quotation.


$0.27
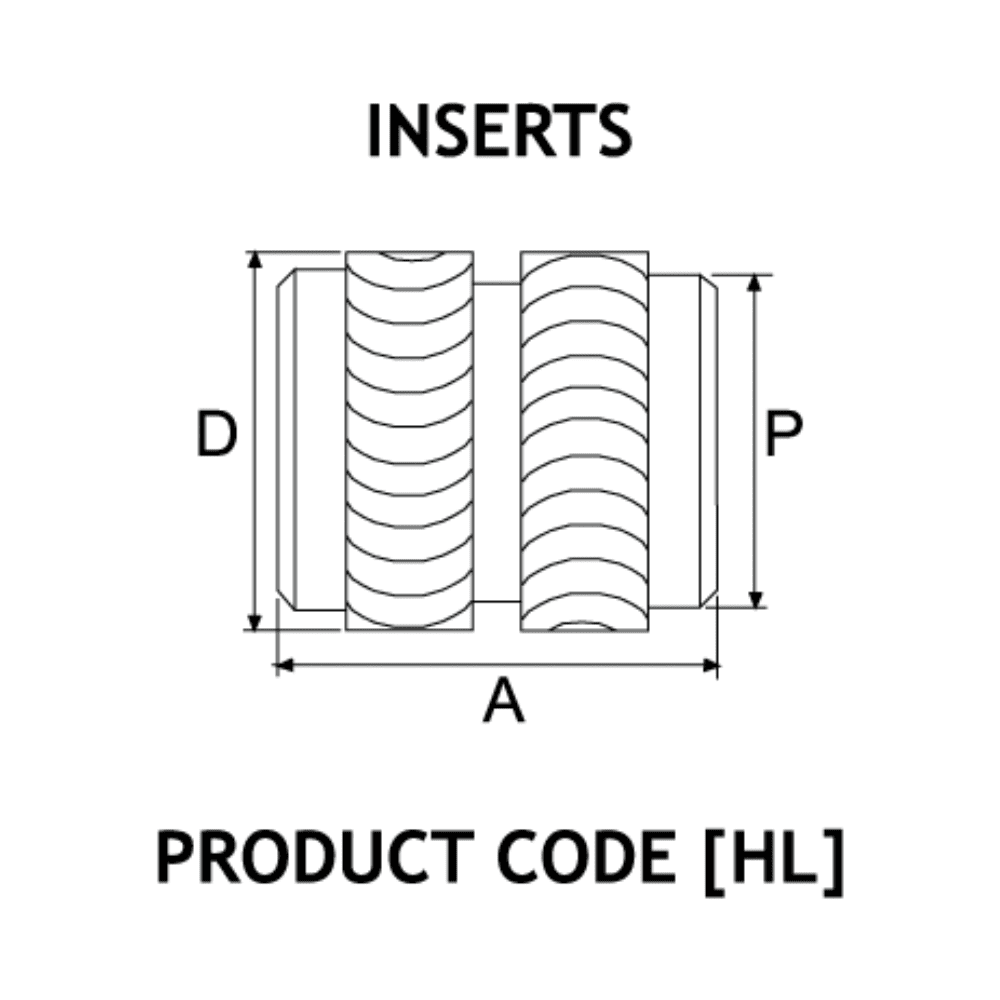
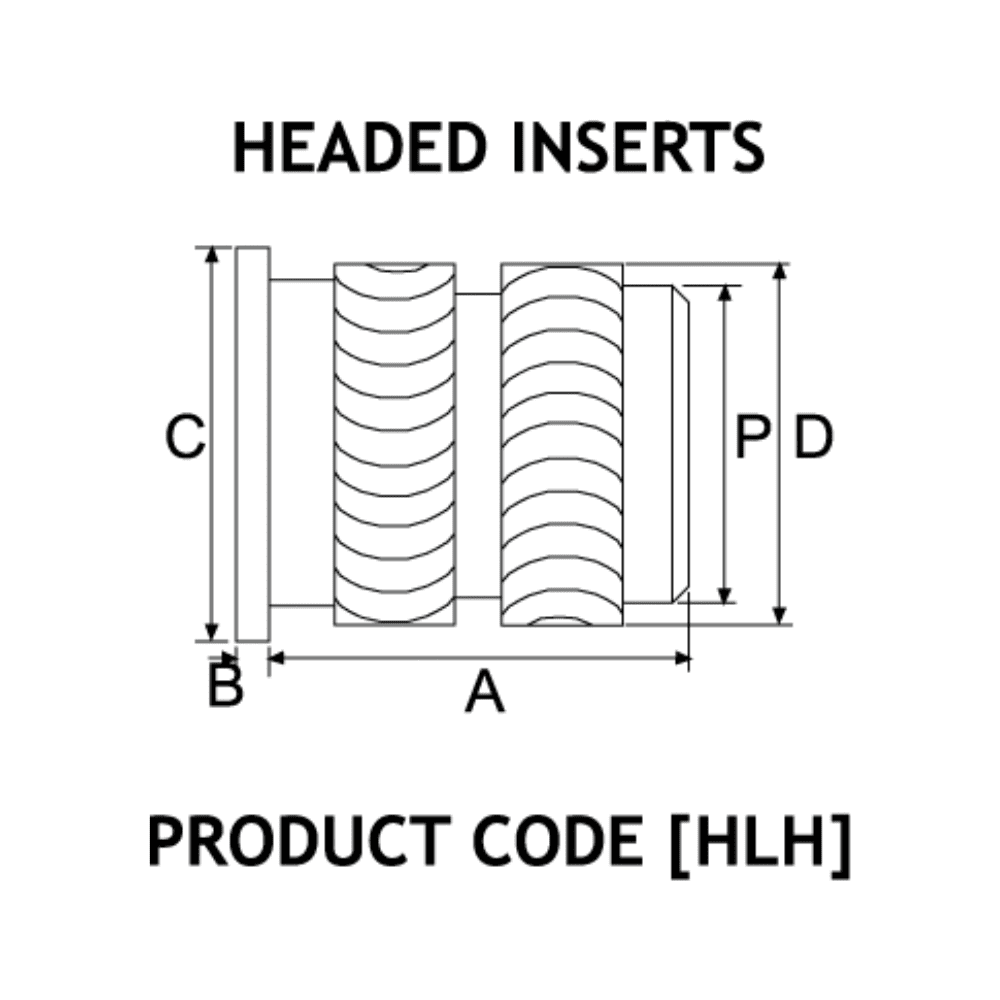
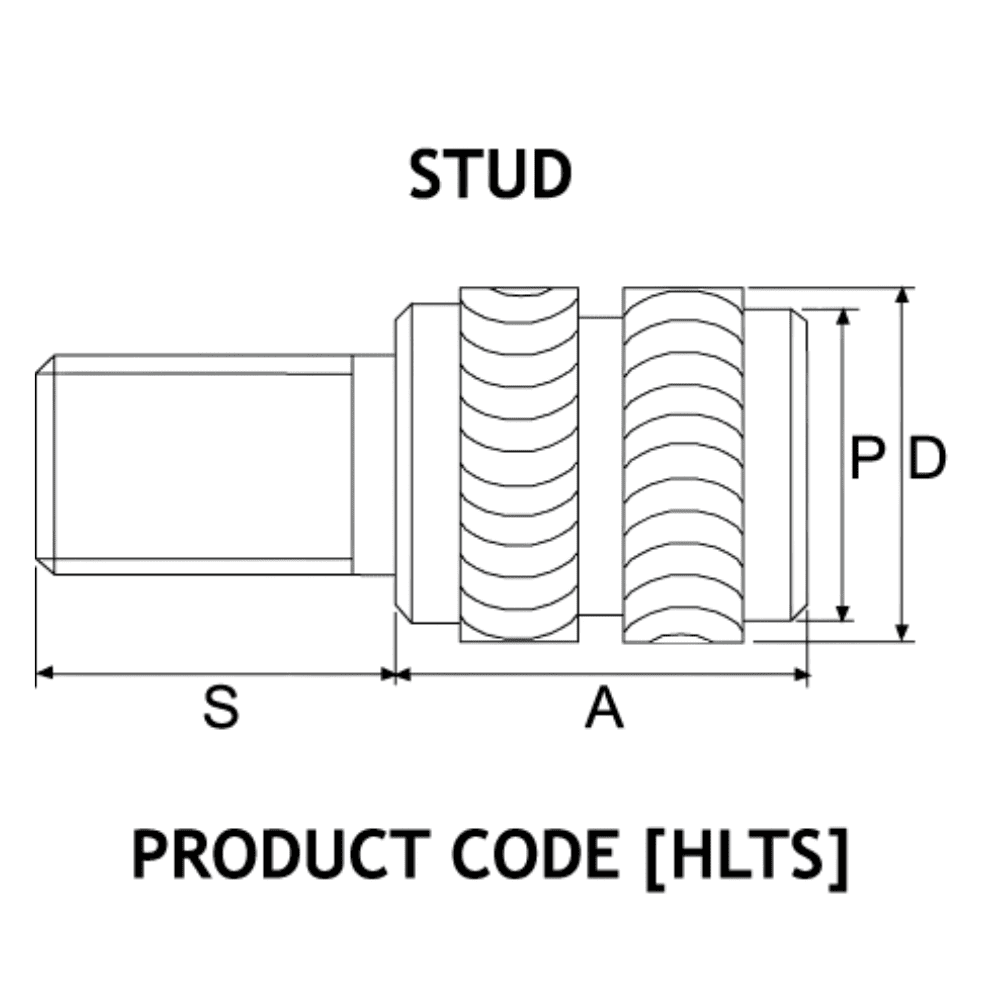
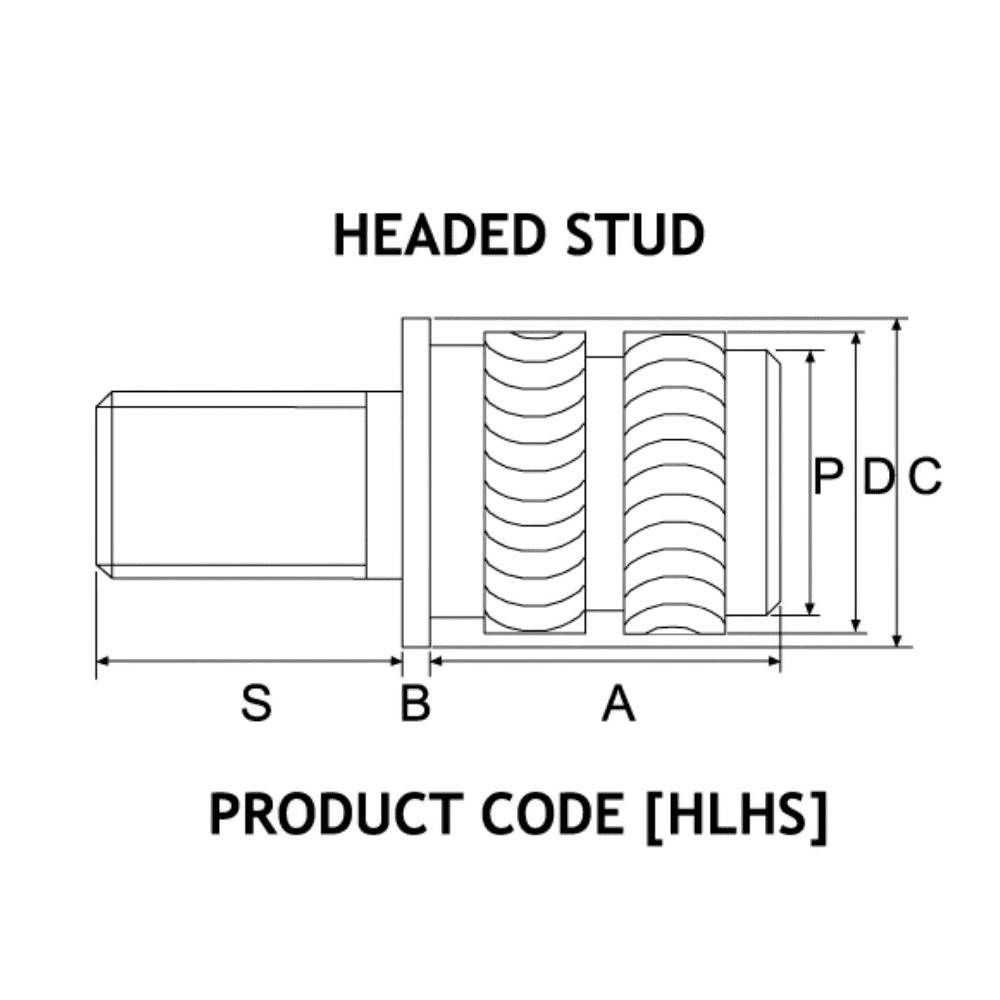
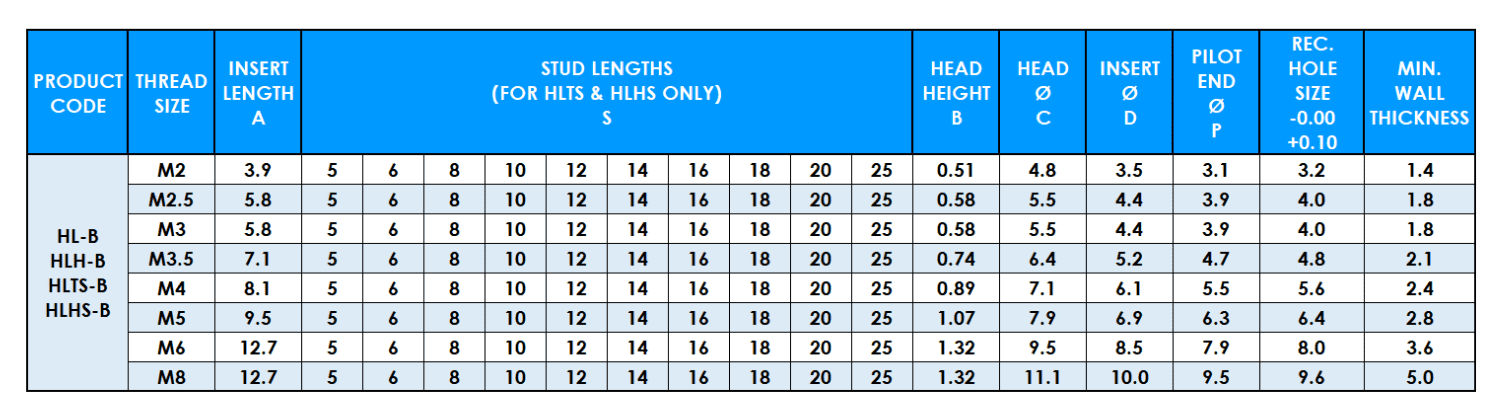
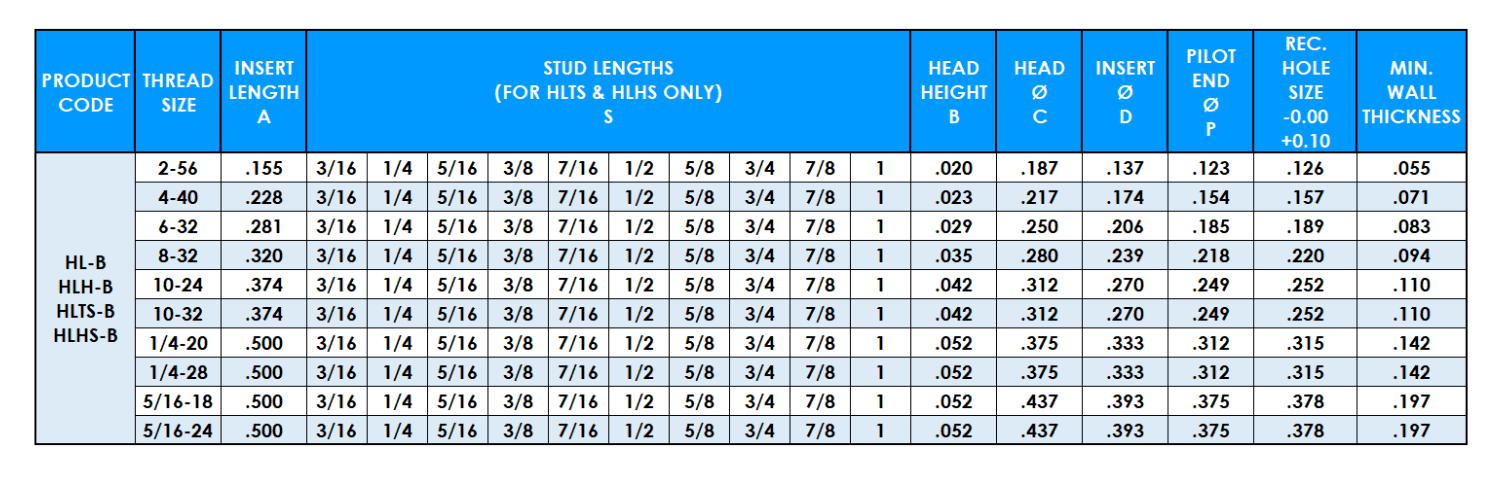
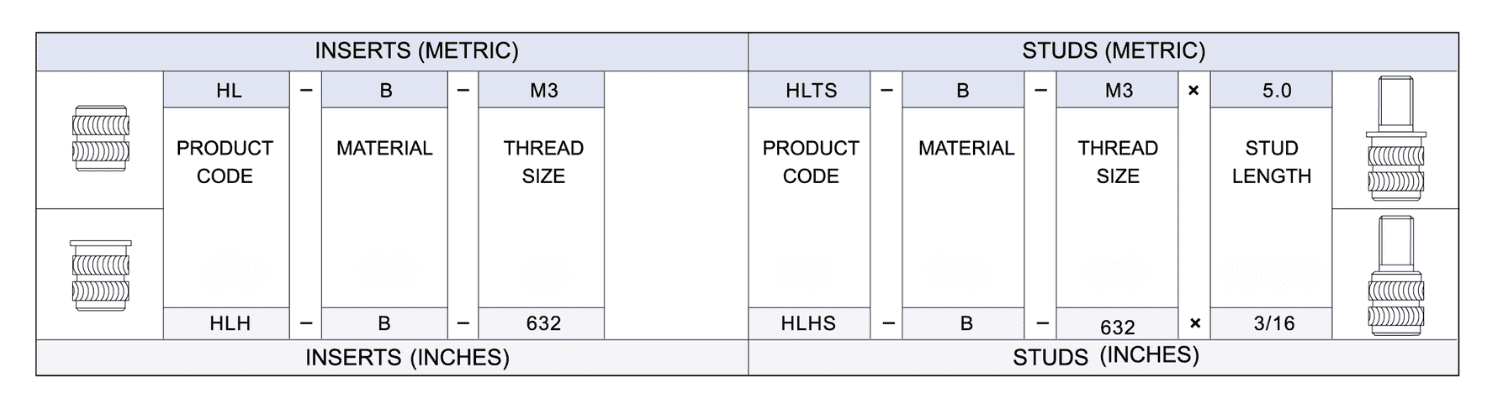
Insert Type HL & HLH and Stud Type HLTS & HLHS series – Designed for installation into notch sensitive amorphous thermoplastics by heat. It features rounded knurls, avoiding the stress raising sharp crests and roots which typify knurls used on most inserts.
| Weight | 0.00018 kg |
|---|---|
| Dimensions | 1 × 1 × 1 cm |
| Product Type 1 | |
| Product Type 2 | |
| Material | |
| Thread | |
| Size | |
| Length/Dimension | |
| Special Notes | |
| Bin Location | |
| Default Location | |
| Lead Time |
There are no reviews yet.