
Other materials and lengths possible on quotation.


$0.35
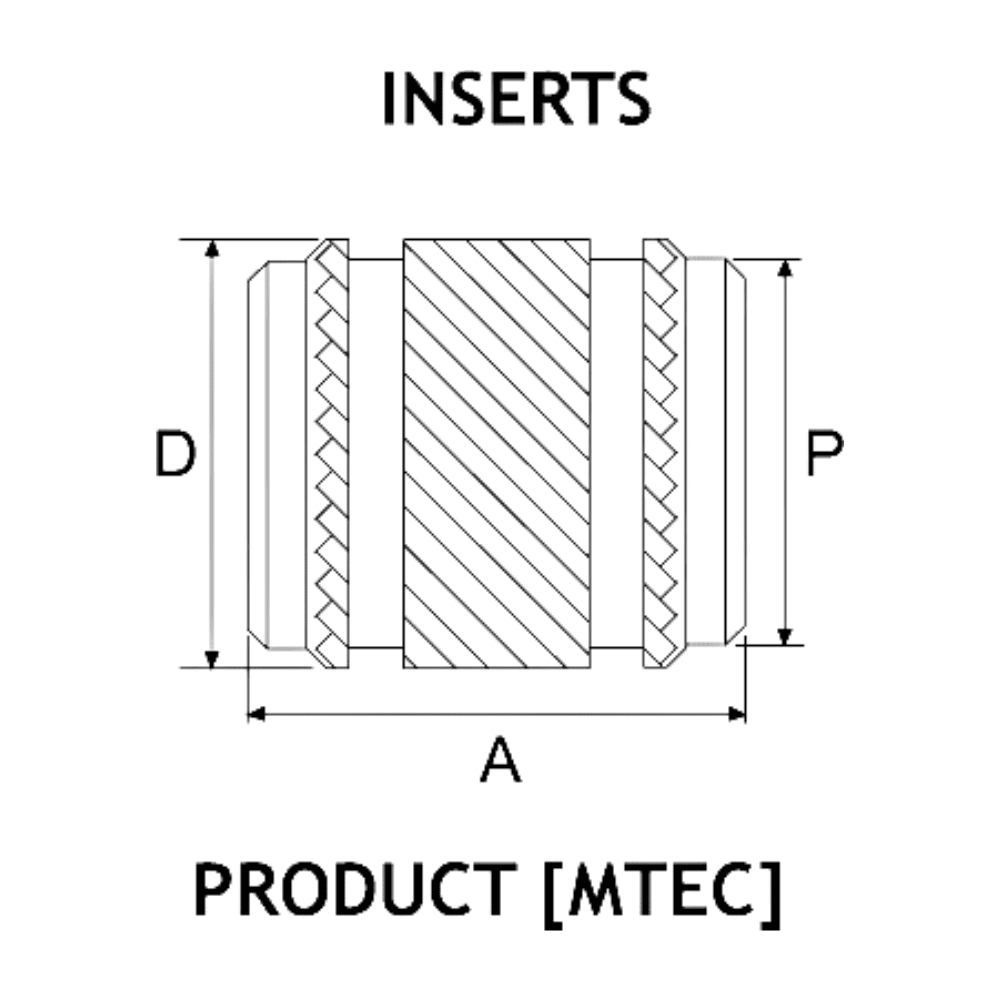
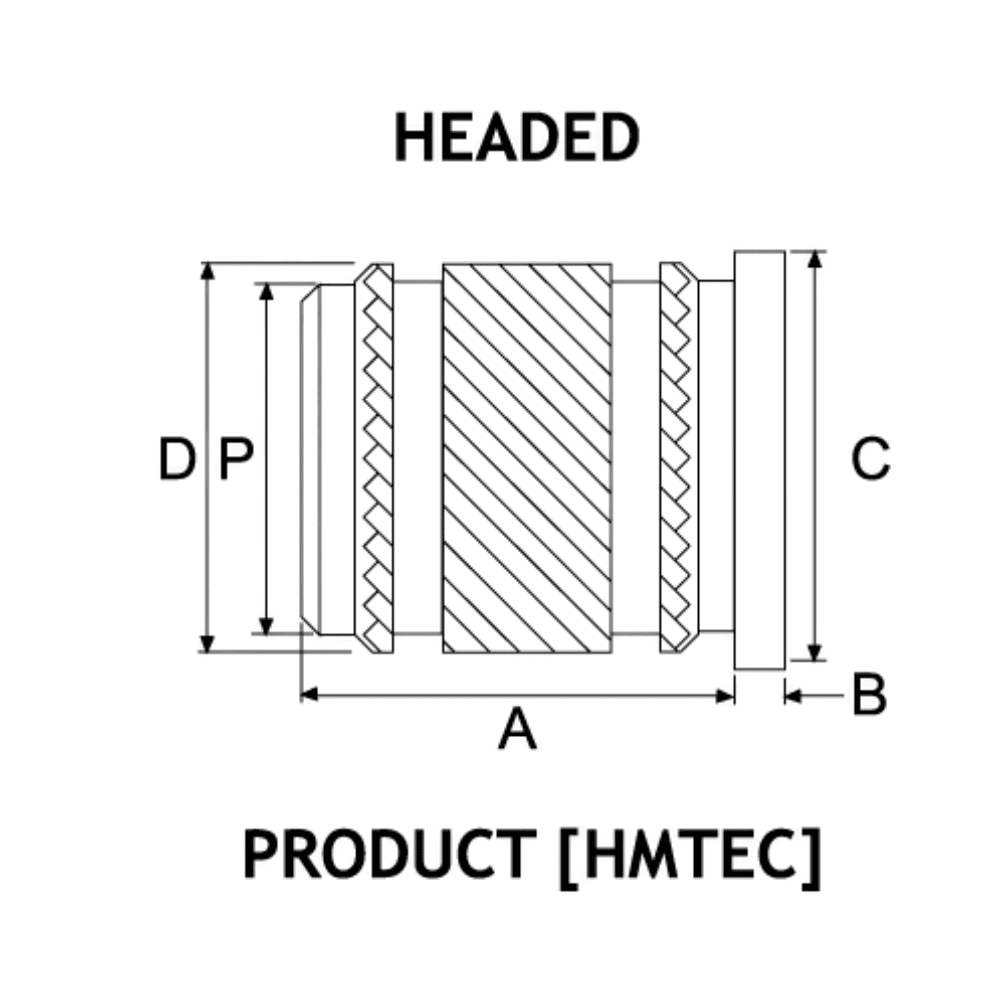
Minsert Type TEC series & Stud Type TCTS series – A miniature insert with all the design features and characteristics of the Tech-Sonic range. It is ideal for today?s smaller plastic products and enables the use of very small screws that will provide complete re-usability with no risk of thread stripping problems.
| Weight | 0.000097 kg |
|---|---|
| Dimensions | 1 × 1 × 1 cm |
| Product Type 1 | |
| Product Type 2 | |
| Product Type 3 | |
| Material | |
| Thread | |
| Size | |
| Length/Dimension | |
| Bin Location | |
| Default Location | |
| Lead Time |






There are no reviews yet.