
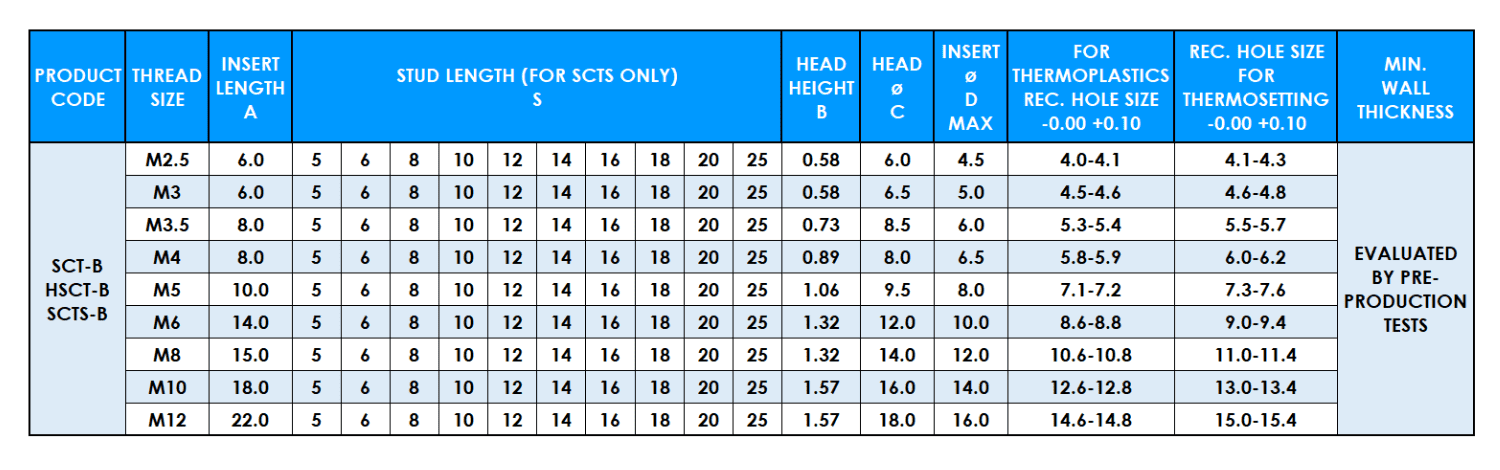
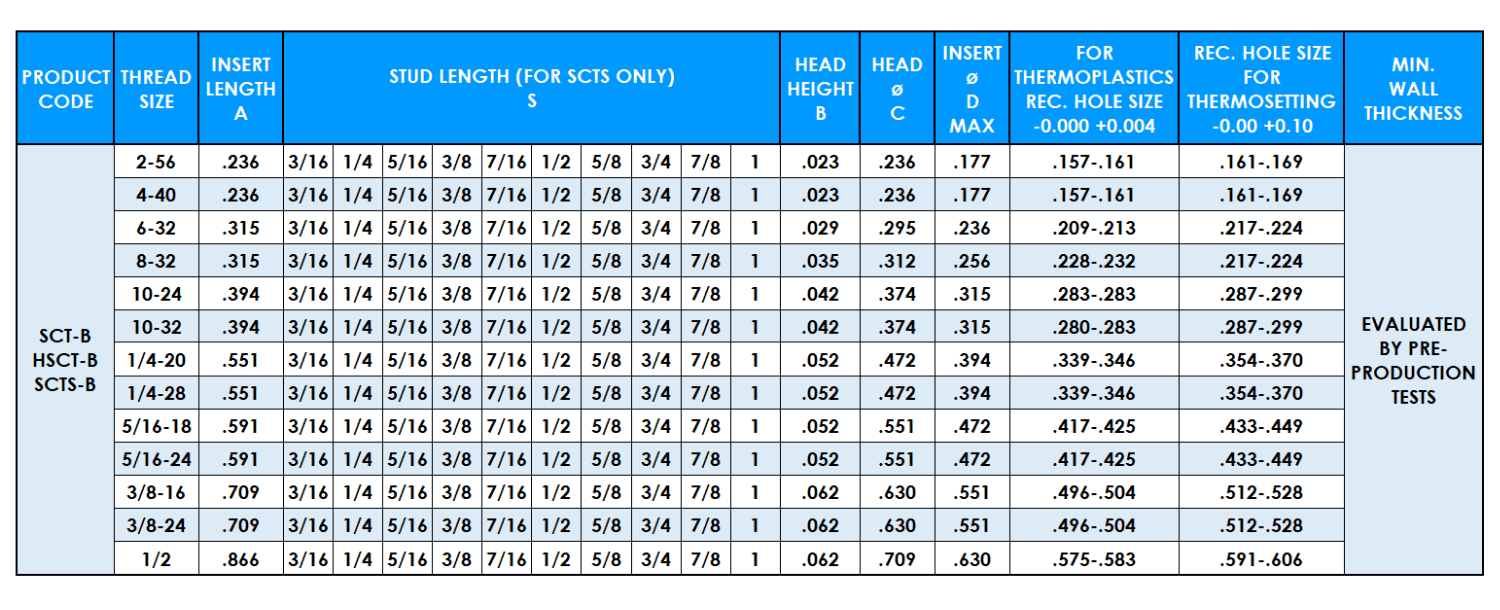
Other materials and lengths possible on quotation.
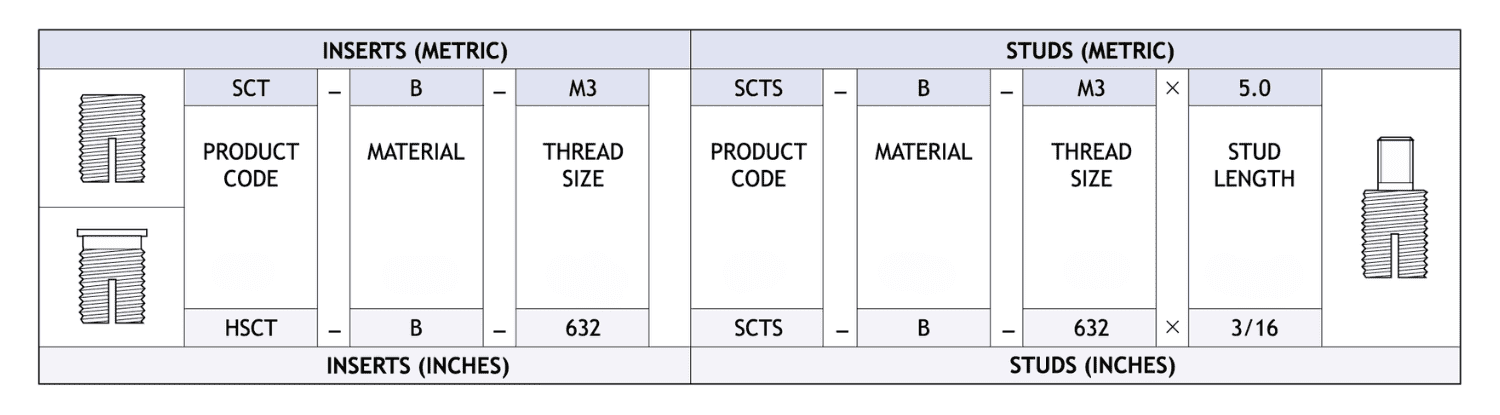
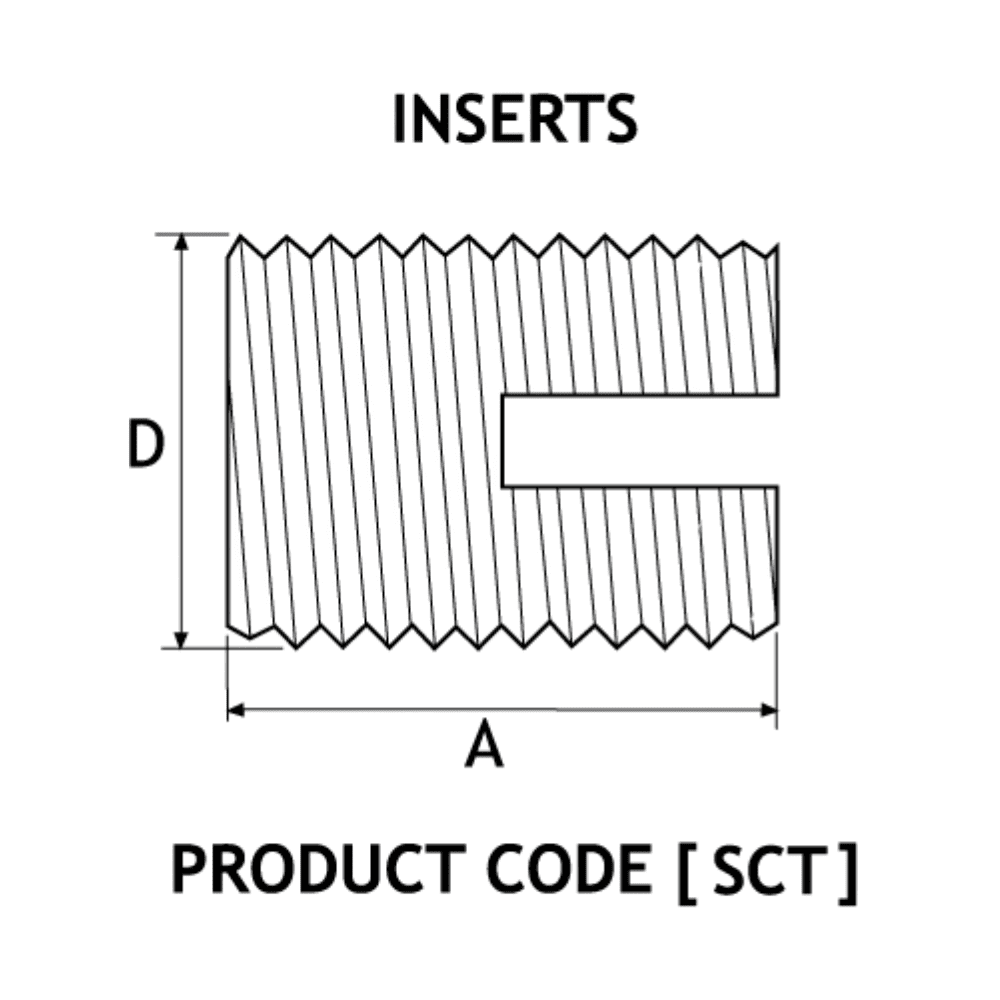
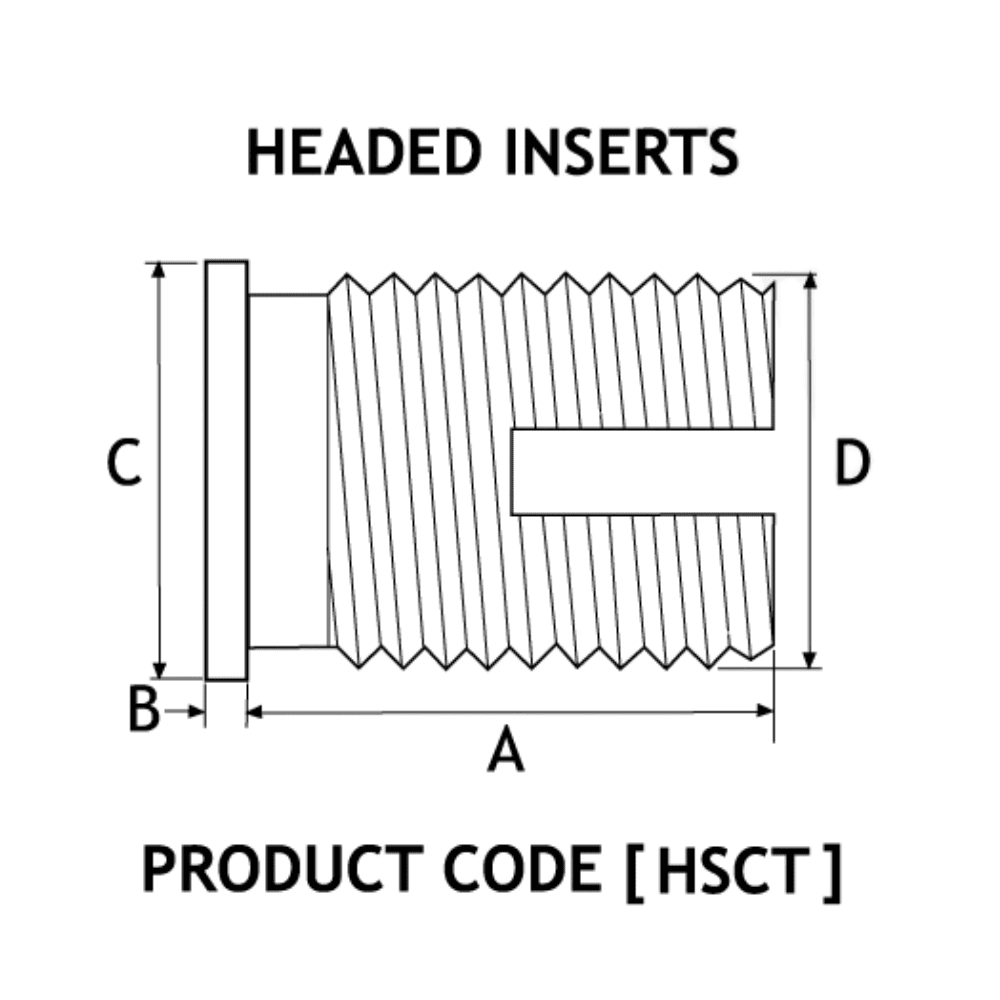
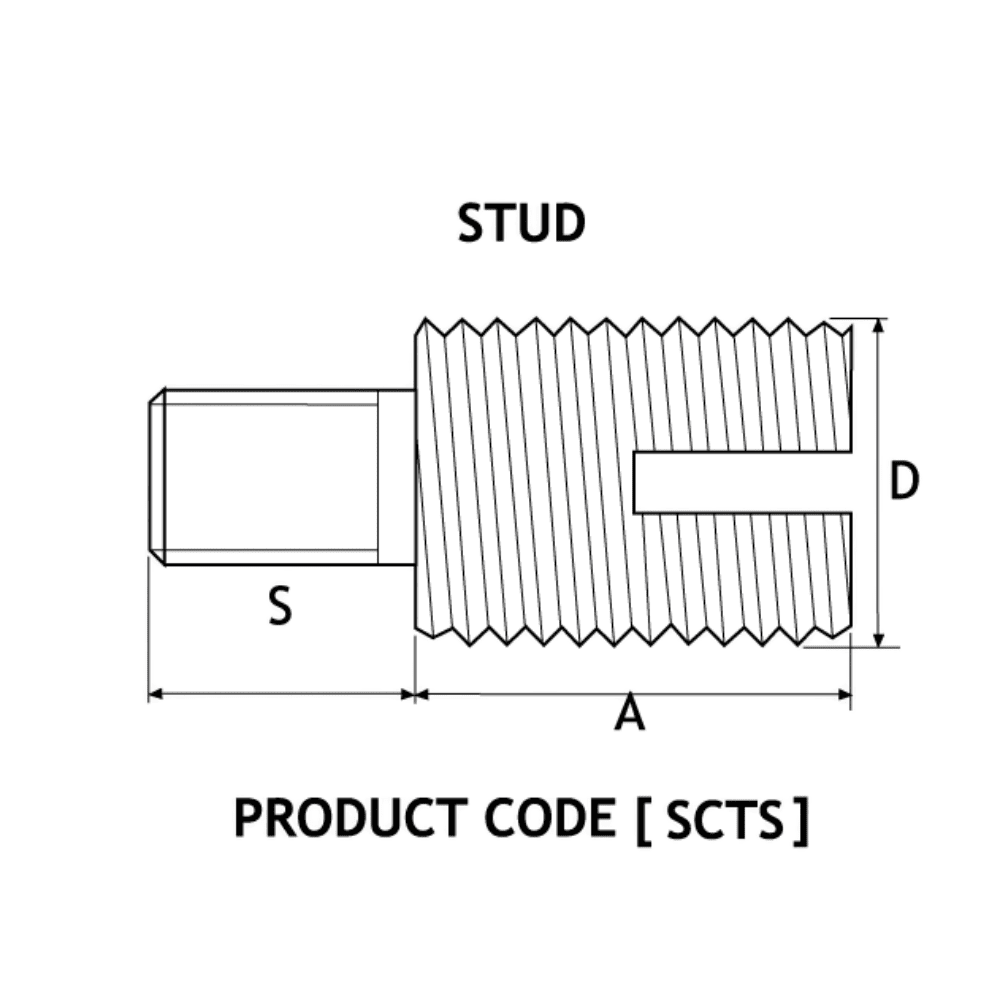
Insert Type SCT & HSCT series & Stud Type SCTS series – A self-tapping insert suitable for installation into a wide range of thermoplastic and thermosetting plastic materials. They are particularly suitable for applications involving high jack-out loading and materials with low core strengths.
| Dimensions | 1 × 1 × 1 cm |
|---|---|
| Product Type 1 | |
| Product Type 2 | |
| Material | |
| Thread | |
| Size | |
| Length/Dimension | |
| Default Location | |
| Lead Time |






There are no reviews yet.