
STANDARD MATERIAL - Case Hardened Mild Steel
STANDARD FINISH - Zinc & Chromate

$0.49
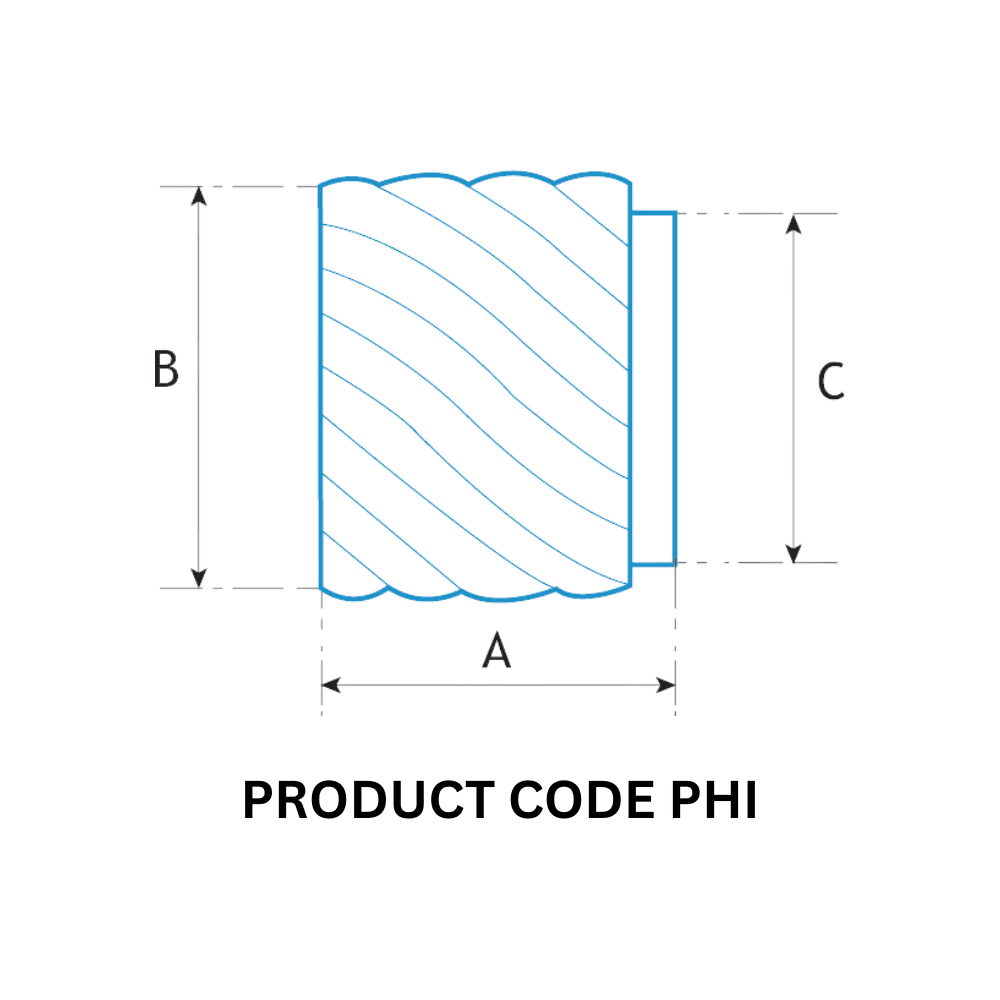
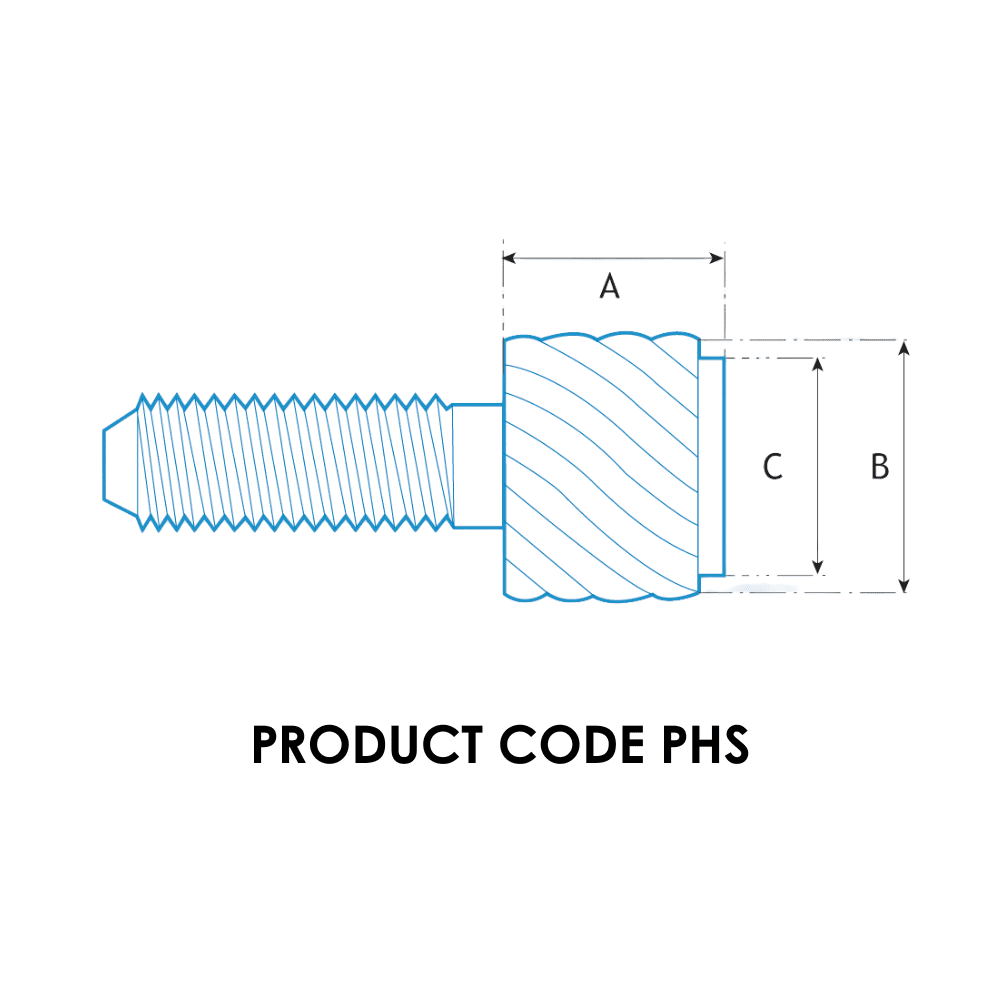
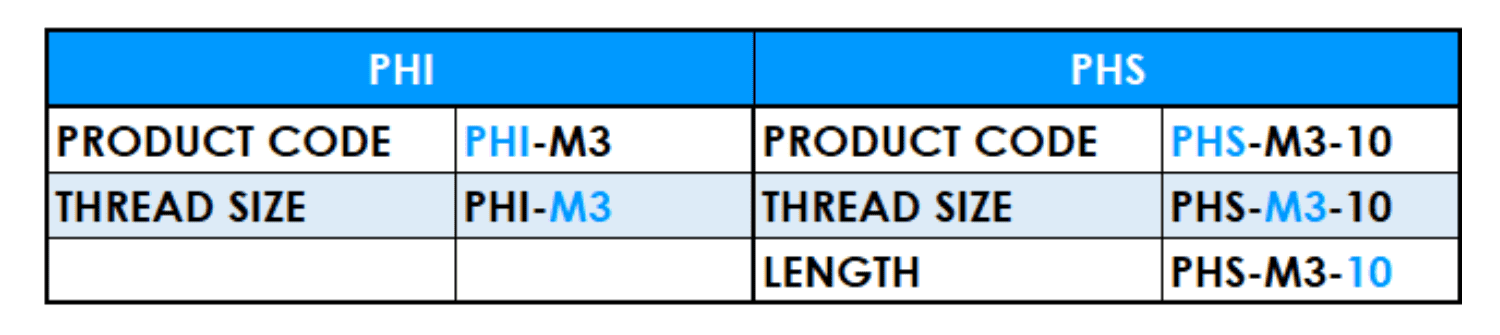
PRECISION HARDENED INSERTS & STUDS – These fasteners have been designed to provide a hardened steel thread to resist tensile and torsional loading in the softer aluminium and zinc-based diecasting?s.
| Weight | 1 kg |
|---|---|
| Dimensions | 1 × 1 × 1 cm |
| Product Type 1 | |
| Product Type 2 | |
| Material | |
| Finish | |
| Thread | |
| Size | |
| Bin Location | |
| Default Location | |
| Lead Time |







There are no reviews yet.