Fast Global Shipping
Bulk Discounts
Over 10,000+ Product Variations
Trusted by 100,000+ Customers
Self-Clinching Nuts
PSM SELF-CLINCHING NUTS are threaded fasteners which incorporate a knurled platform and a groove. This platform, when embedded in the sheet, causes the displaced material to flow evenly into the groove of the fastener to give a positive retention.
Advantages
- High torque resistance
- Reverse side of the sheet remains totally flush
- Small and neat, ideal for all electronics or precision equipment
- Easy assembly with any squeeze action press
Design Guide
Hole Size in Sheet
Holes may be punched or drilled and a tolerance of -.000″ +.003″ (-0.00mm +0.08mm). Where possible install from punched side. Holes should not be de-burred or countersunk.
Sheet Hardness
See individual product data sheet for maximum sheet hardness.
Installation
Must always be carried out using a squeeze action – NEVER a shock load.
Sheet Thickness
Self-Clinching fasteners are suitable for any thickness of material from the minimum specified for each individual product.
Shank Number
Always choose the longest shank possible for the sheet thickness. This will optimise performance and increase retention.
Direction of Load
We recommend that Self-Clinching Nuts should always be loaded from the pilot end. (See method of assembly diagrams)
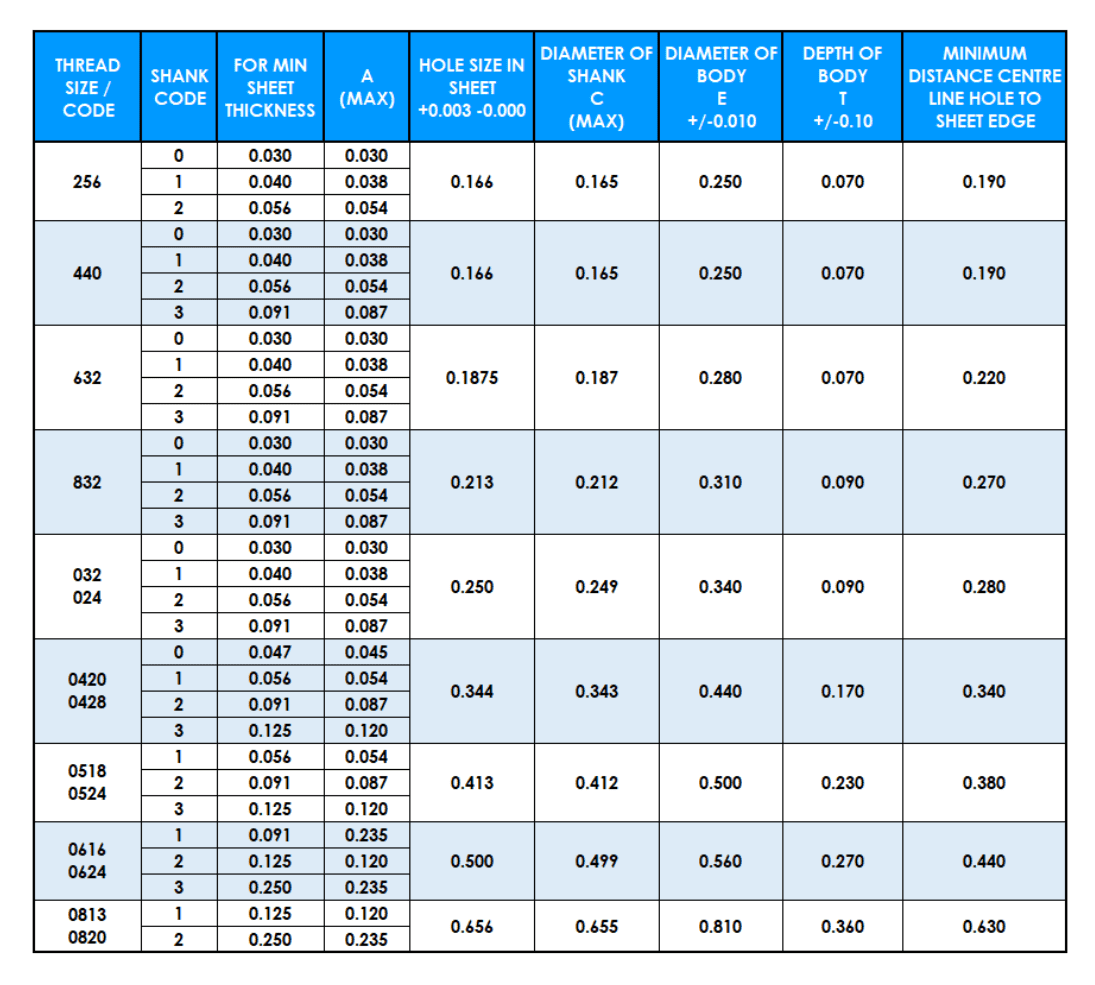
Technical Data
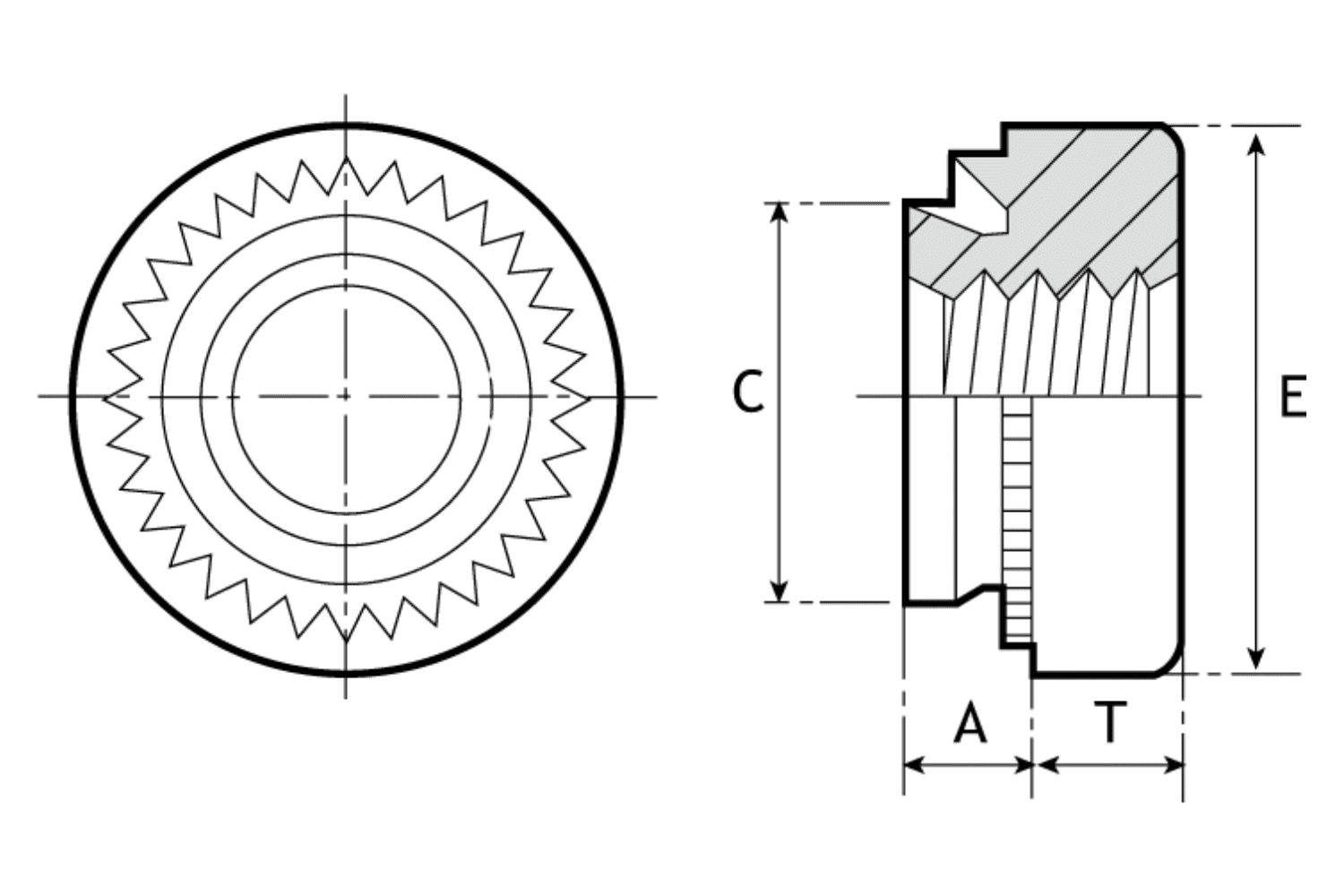
P-S & P-CLS Self-Clinching Nuts (Metric)
MATERIAL CODES
P-S & P-SS* – Hardened Steel Plated
P-CLS & P-CLSS* – Stainless Steel
(P-SS* and P-CLSS* codes refer to M5 sizes only)
STANDARD PLATING FINISH
Zinc & Clear Trivalent Passivation (Z)
MAXIMUM SHEET HARDNESS
P-S & P-SS = Rb80
P-CLS & P-CLSS = Rb70
Metric
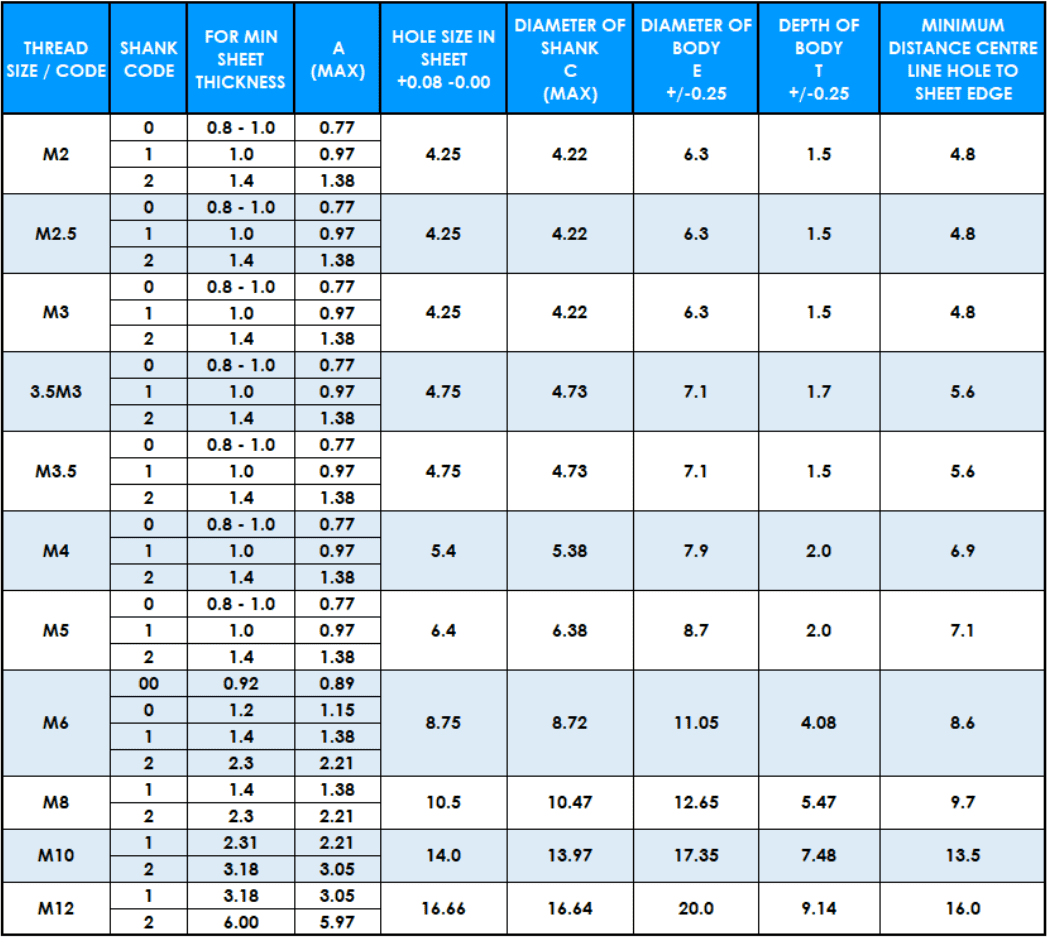
All dimensions in inches.
How to Specify
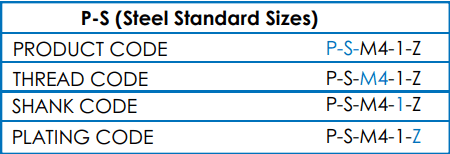
Technical Data

P-S & P-CLS Self-Clinching Nuts (Unified)
MATERIAL CODES
P-S & P-SS* – Hardened Steel Plated
P-CLS & P-CLSS* – Stainless Steel (Unplated)
(P-SS* and P-CLSS* codes refer 032 and 024 sizes only)
STANDARD PLATING FINISH
Zinc & Clear Trivalent Passivation (Z)
MAXIMUM SHEET HARDNESS
P-S & P-SS = Rb80
P-CLS & P-CLSS = Rb70
Unified
How to Specify
Methods of Assembly
- Punch a hole in the metal sheet to the size recommended in our technical data table. De-burring of the hole is not recommended.
- Apply pressure to the head of the fastener sufficient to totally embed the clinching ring around the entire circumference and bring body in contact with the sheet.
- Insert fixing screw or bolt from side opposite to the fastener body.
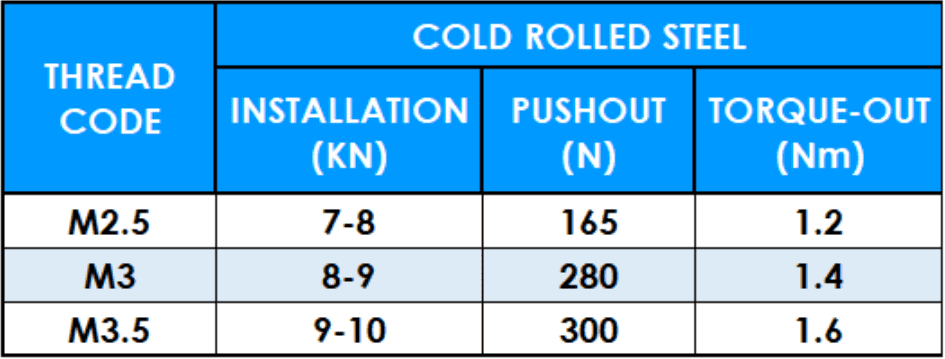
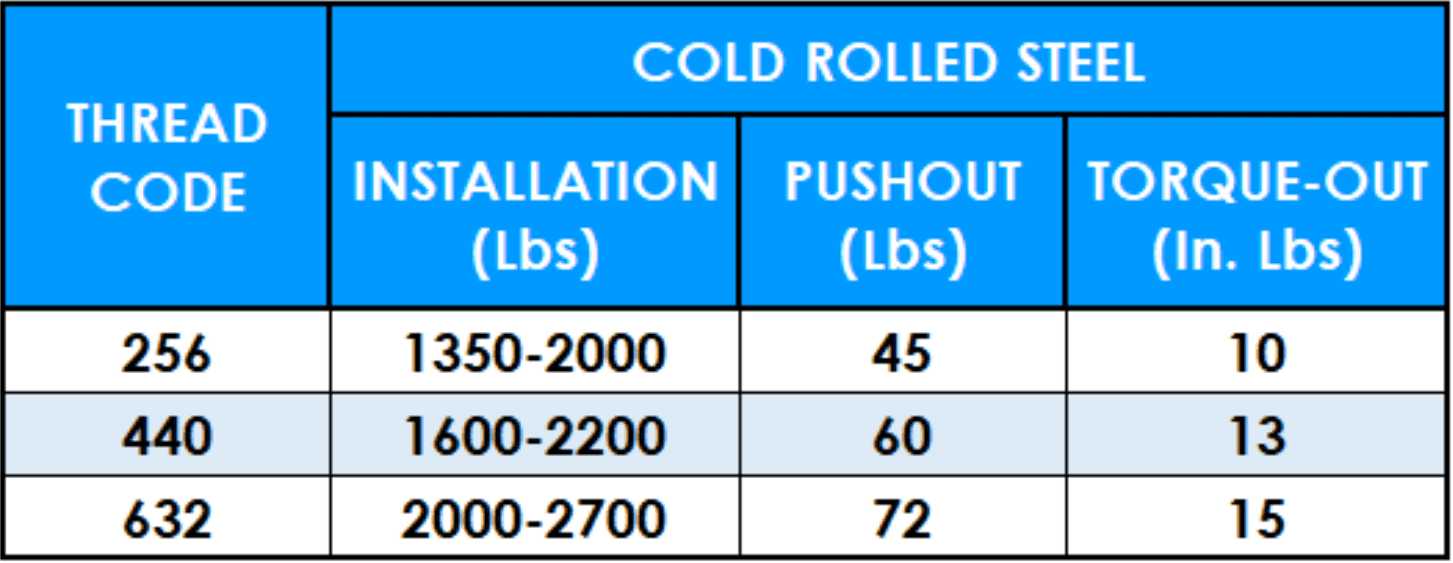
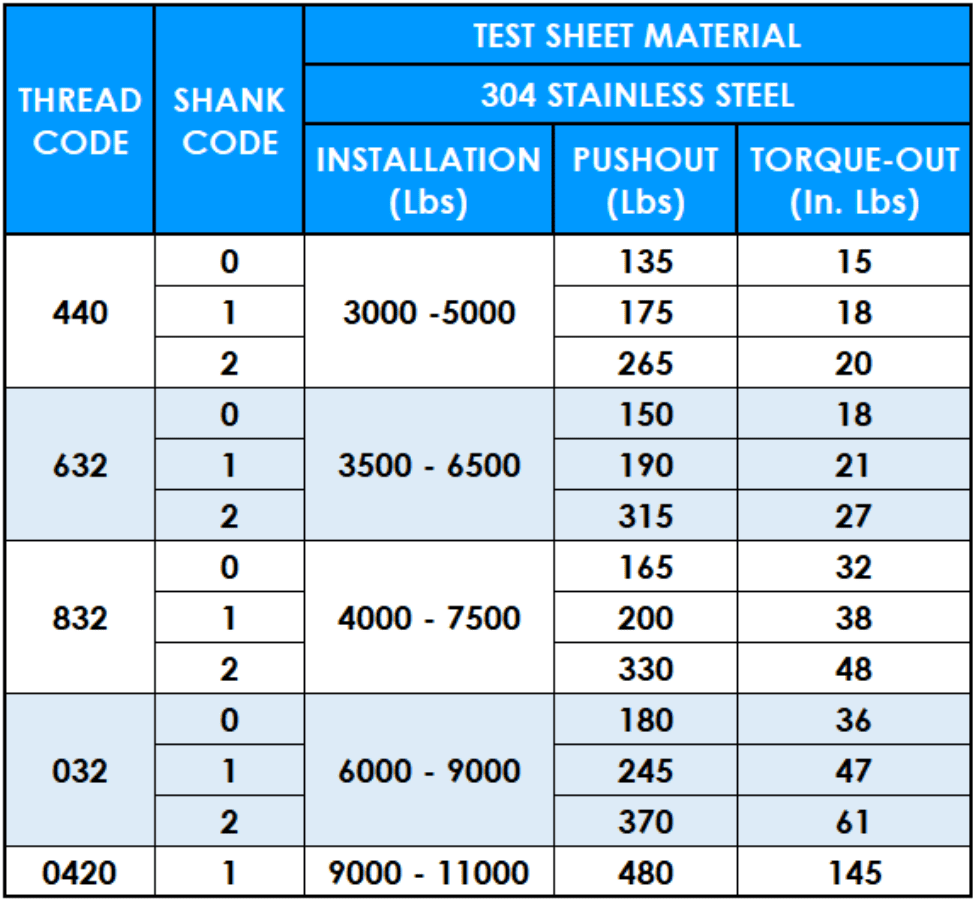
Performance Data
P-S & P-CLS Metric
P-S & P-CLS Unified
Technical Data
P-CLA Self-Clinching Nuts
MATERIAL CODES
P-CLA – Aluminium
MAXIMUM SHEET HARDNESS
P-CLA = Rb 50
Metric
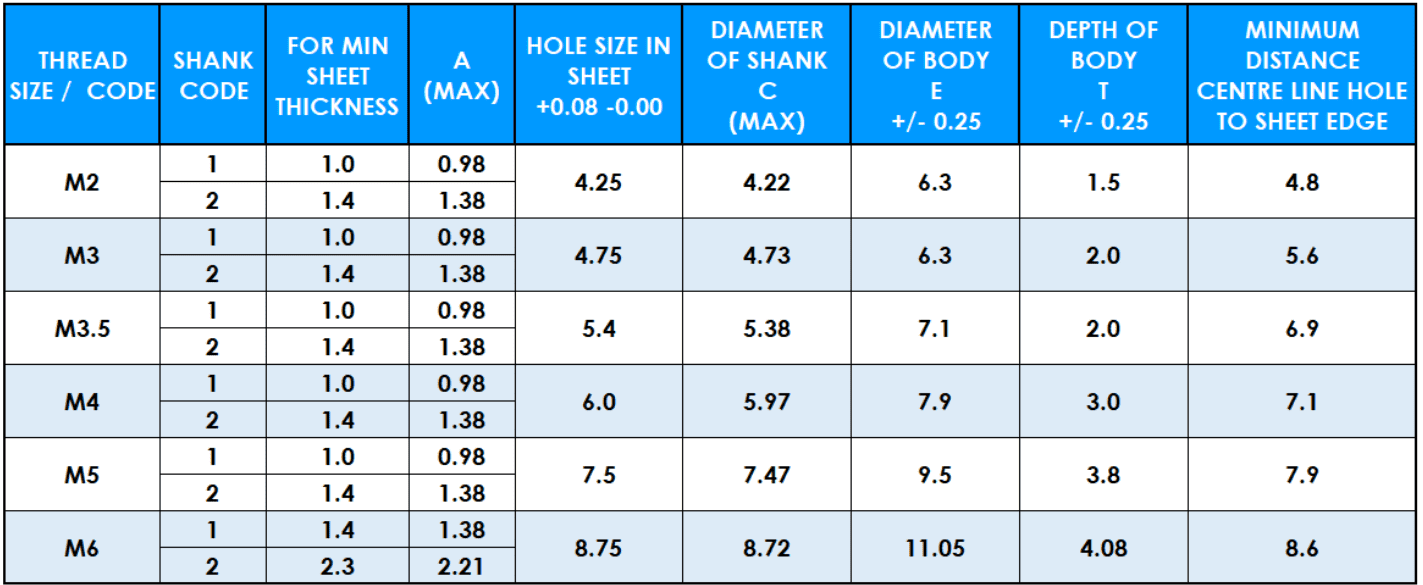
All dimensions in millimetres.
Unified
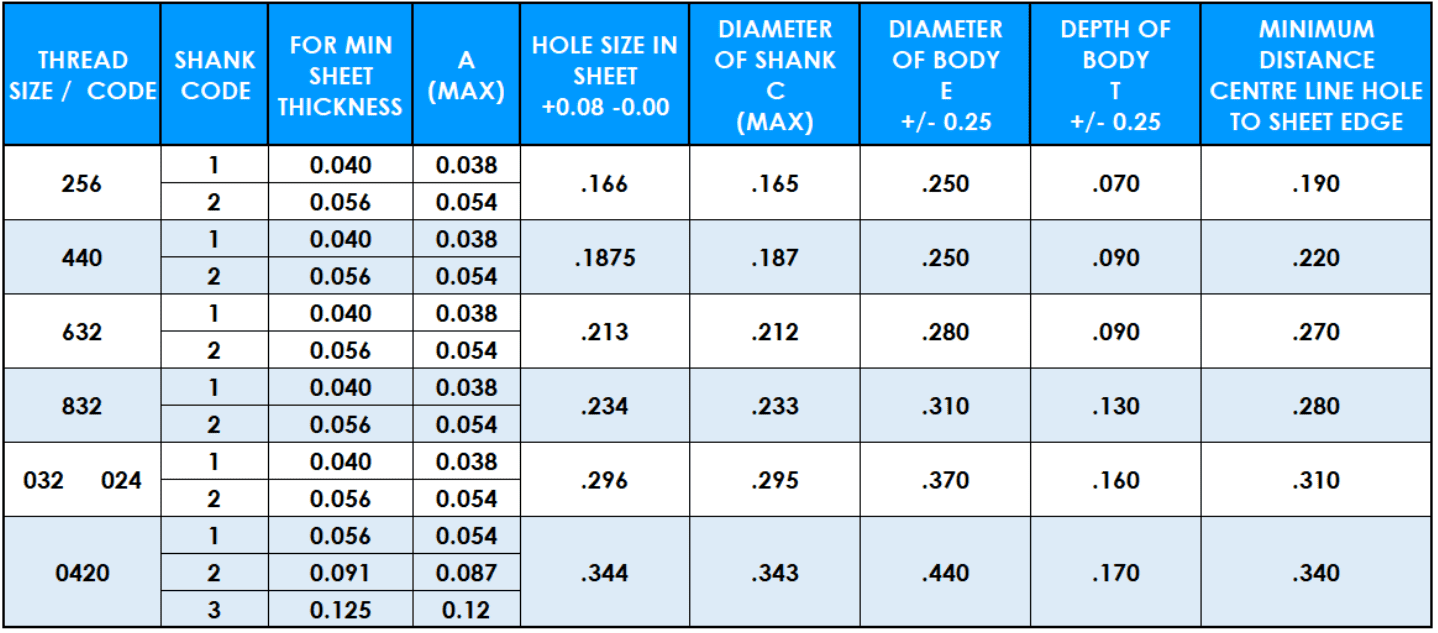
All dimensions in inches.
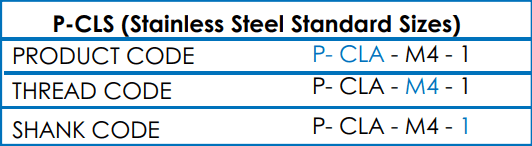
How to Specify
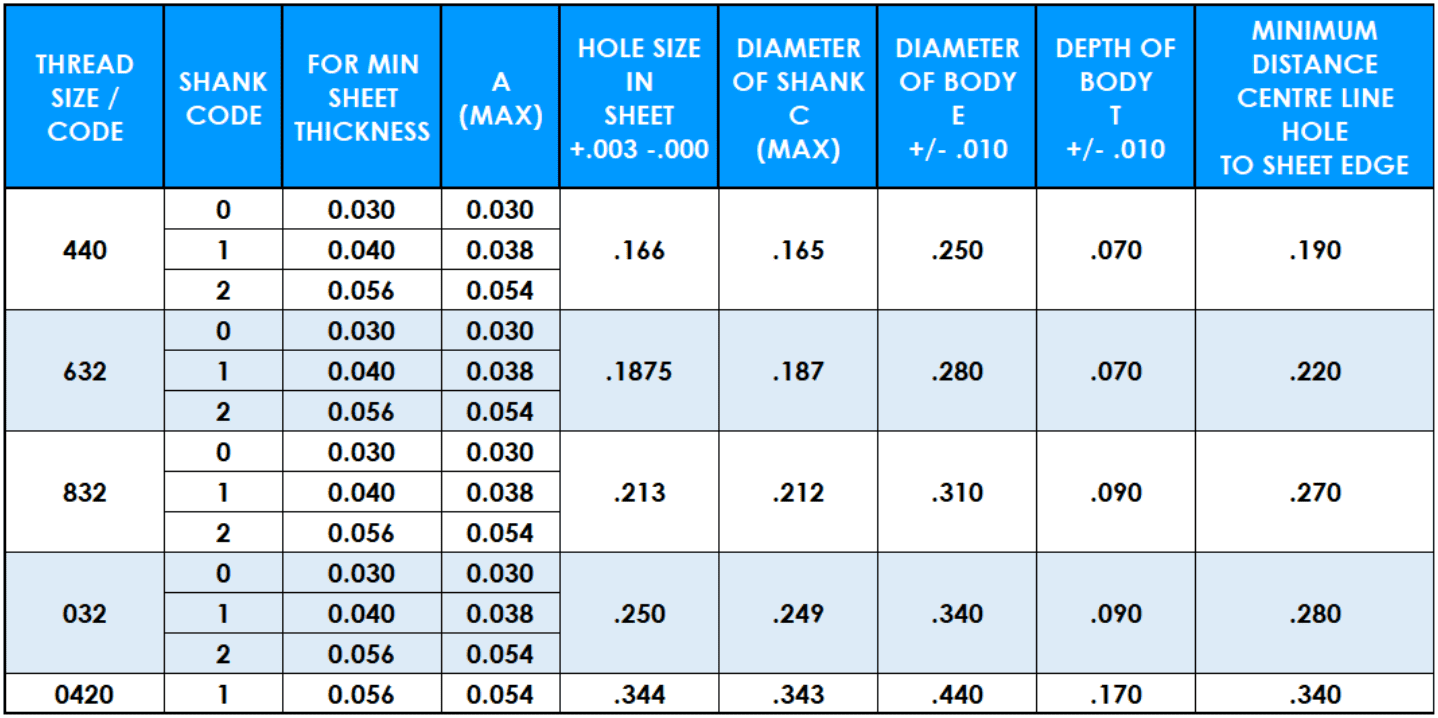
Technical Data
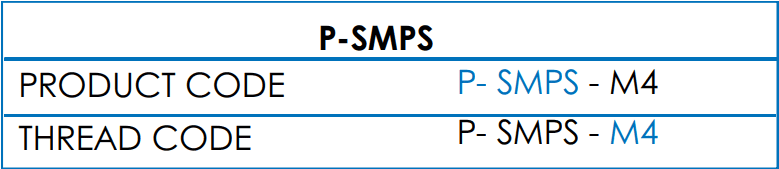
P-SMPS Self-Clinching Nuts
MATERIAL CODES
P-SMPS – Stainless Steel
STANDARD PLATING FINISH
Zinc & Clear Trivalent Passivation (Z)
MAXIMUM SHEET HARDNESS
P-SMPS = Rb70
Metric

All dimensions in millimetres.
Unified

All dimensions in inches.
P-SMPS Metric
P-SMPS Unified
How to Specify
Technical Data
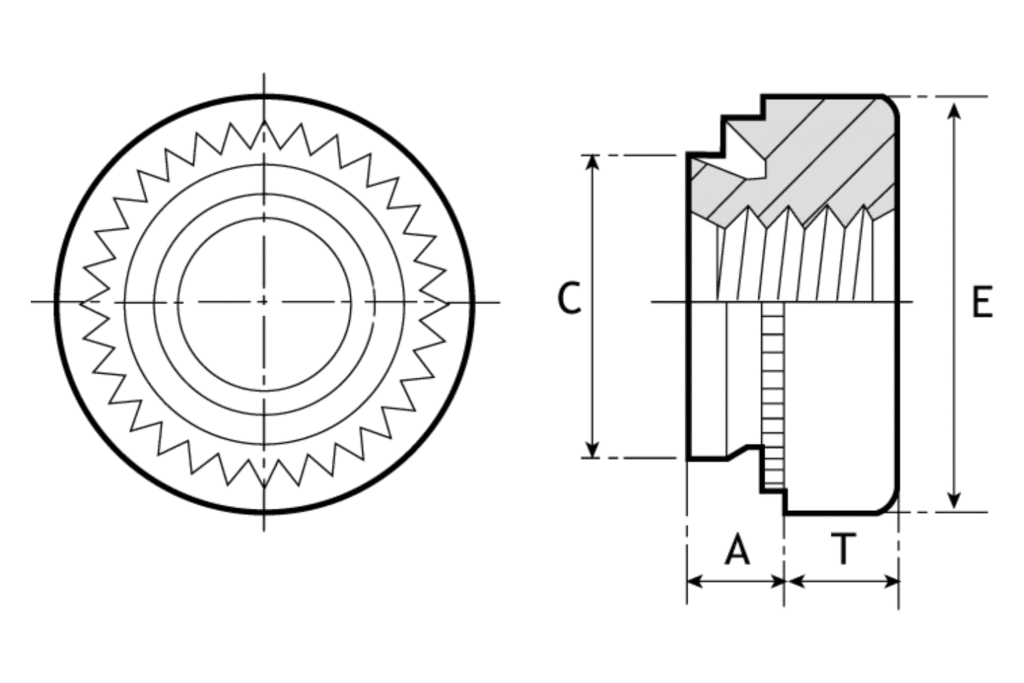
P-SP Self-Clinching Nuts
The P-SP SELF-CLINCHING NUT is a threaded fastener which incorporates a knurled platform under the head, which when embedded in the sheet, displaces material into the clinch ring securing the fastener firmly in place.
MATERIAL CODES
P-SP – Hardened Stainless Steel
MAXIMUM SHEET HARDNESS
P-SP = Rb 90
Metric
All dimensions in millimetres.
Unified
All dimensions in inches.
How to Specify
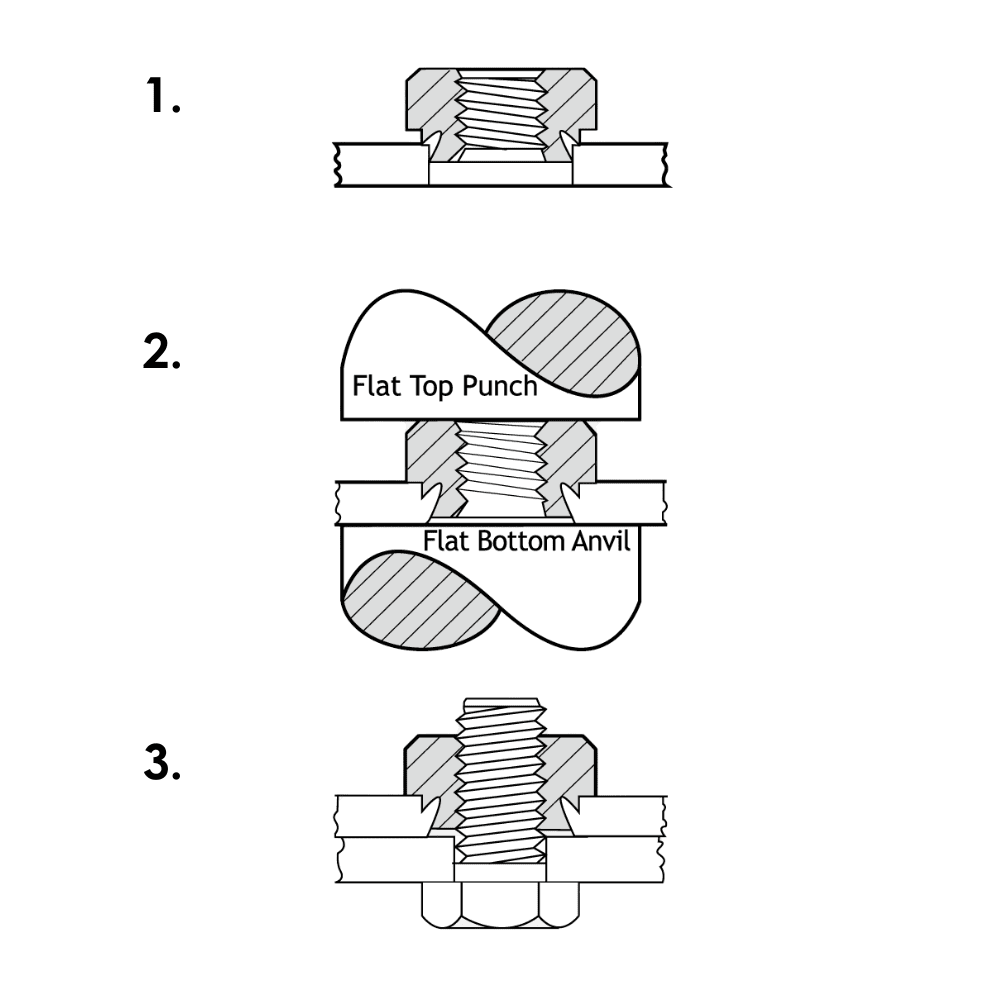
Methods of Assembly
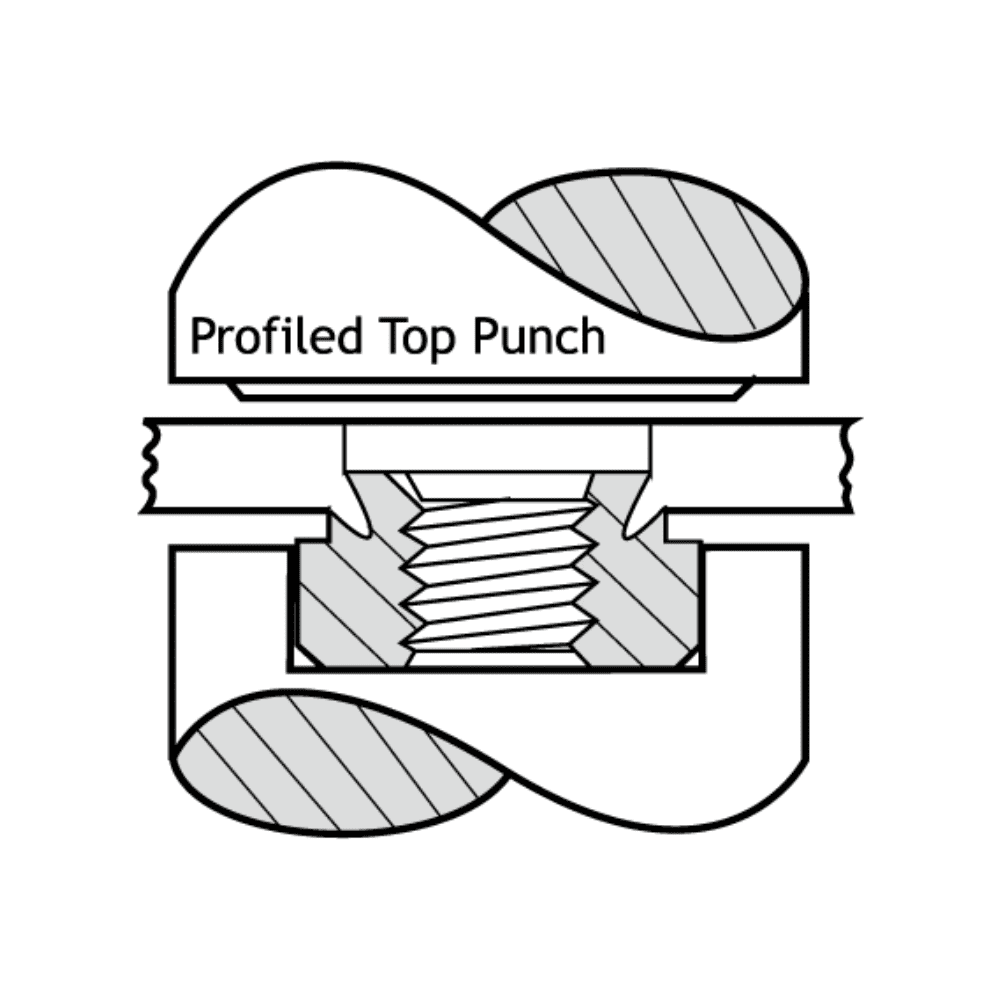
Tooling option 1:
Install using profiled punch to achieve optimum performance. Apply sufficient load to bring body in contact with sheet around full circumference.
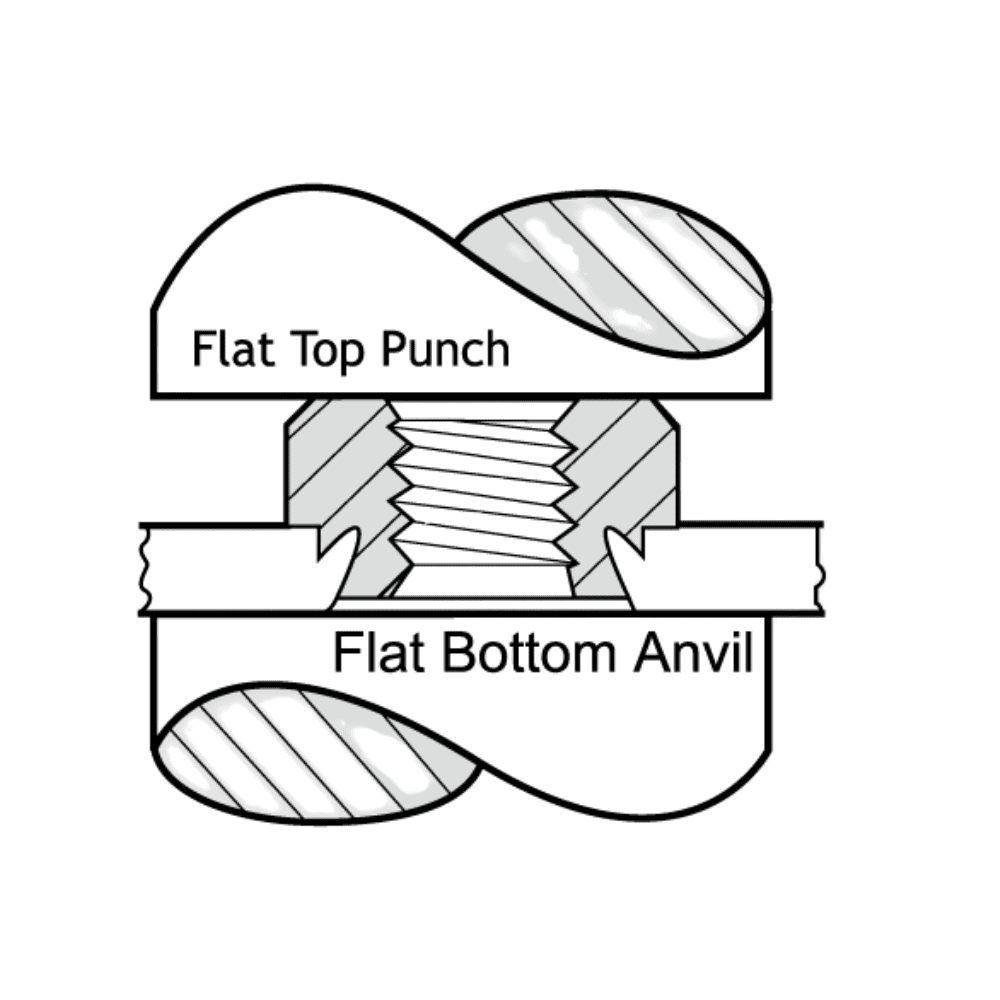
Tooling option 2:
Using flat punch and anvil. Apply pressure to the body of the fastener sufficient to totally embed the clinching ring and bring body in contact with the sheet.
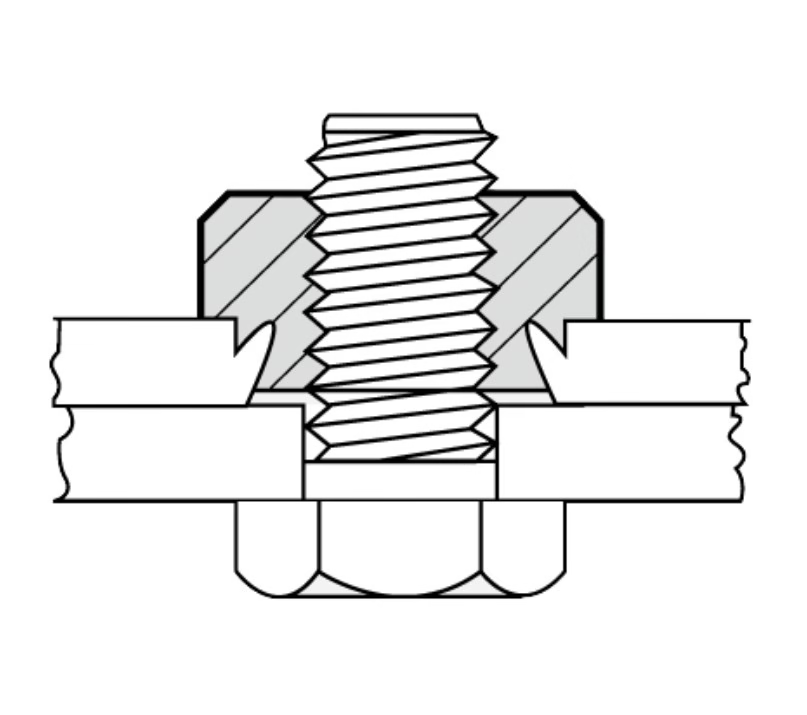
Insert fixing screw or bolt from side opposite to the fastener body.
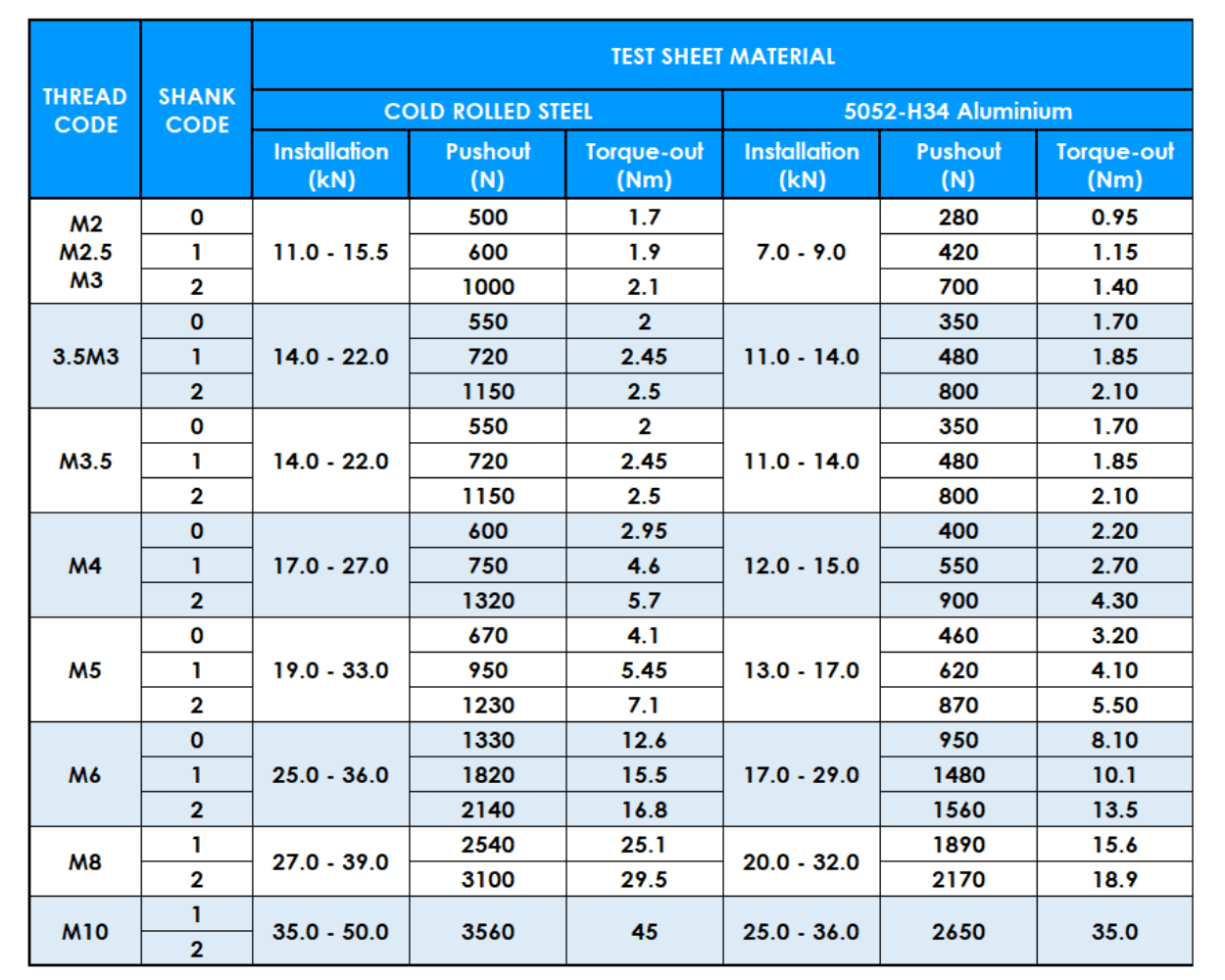
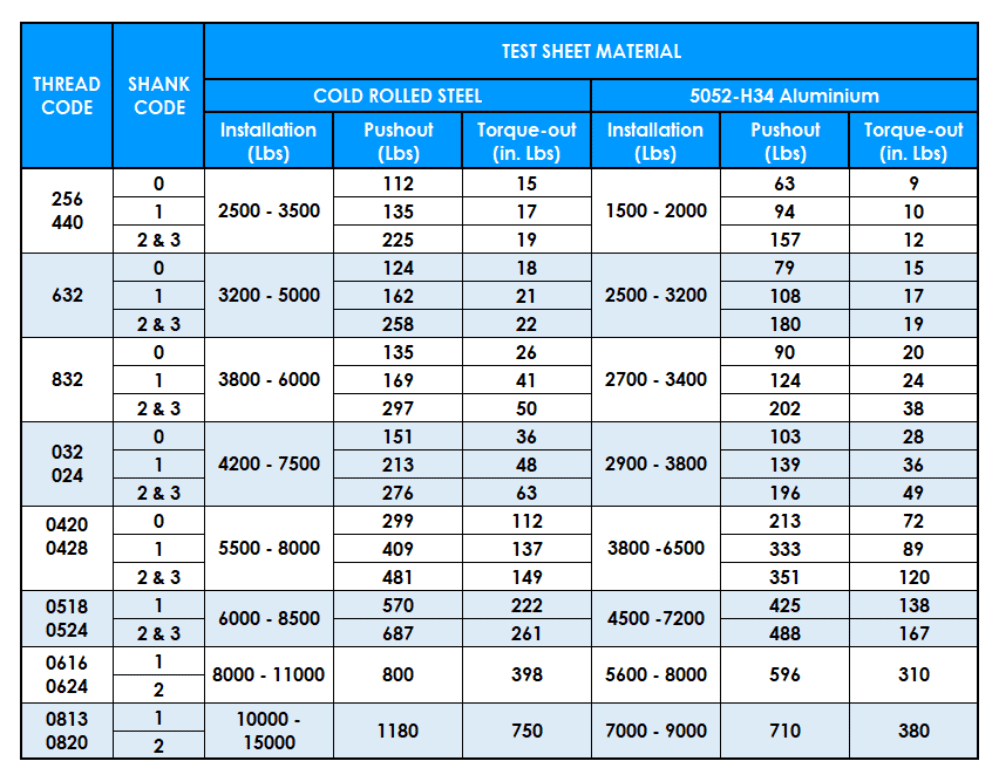
Performance Data
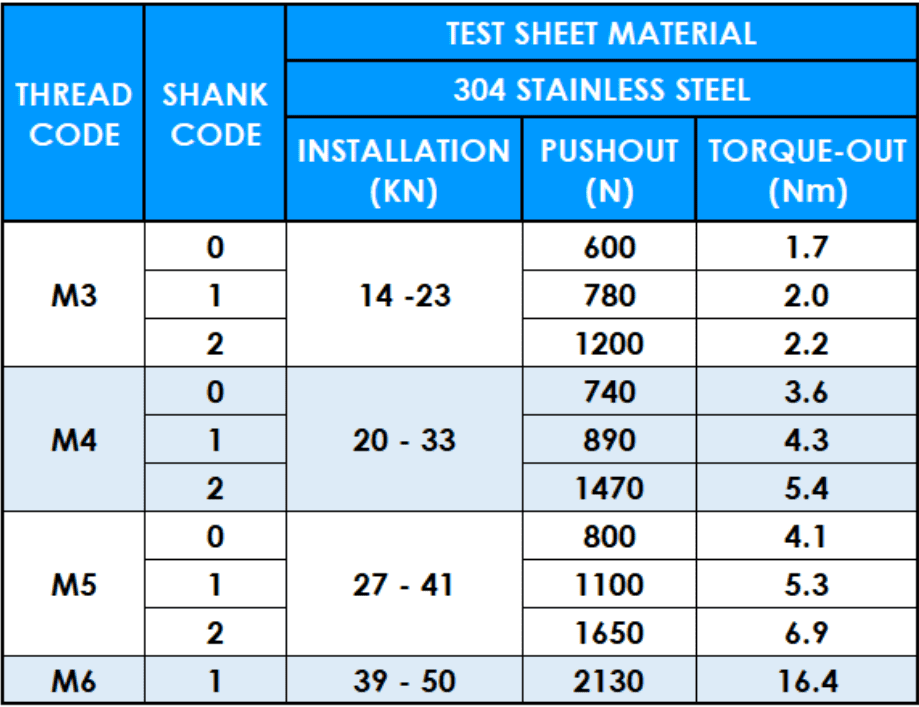
Note: The above values are averages when correct installation is performed. Variations in hole size, material and installation will affect these results. For specific advice we strongly recommend consultation with your PSM technology Centre
Enhance Your Assembly with Our Precision Self-Clinching Nuts
Start browsing our products or request a quote today to find the ideal fastening solution for your application.
Frequently Asked Questions About Self-Clinching Nuts
What is a self-clinching nut?
What is the difference between the P-S, P-CLS, PSMPS, and P-SP series?
All four are self-clinching nuts from PSM but differ in their clinch geometry, panel side profile, and application focus:
- P-S — the standard self-clinching nut with a small clinch footprint, suited to general sheet metal assembly in mild steel and aluminium
- P-CLS — a concealed-head (countersunk) variant where the nut body sits flush on the clinch side, providing a smooth panel surface after installation
- PSMPS — a heavy-duty, large-flange variant designed for higher push-out loads and thinner sheet where extra bearing area improves retention
- P-SP — a thin-sheet variant engineered for very thin gauge sheet metal where the standard P-S would not develop sufficient clinch retention
Selecting the correct series depends on your sheet material, thickness, and whether flush surface or higher load capacity is the priority. Contact PSM’s technical team for selection guidance.
What sheet materials and thickness range are compatible with self-clinching nuts?
Self-clinching nuts require the host sheet to be softer than the nut body so the sheet metal can flow into the clinch groove under press force. They are compatible with:
- Low-carbon (mild) steel sheet — the most common host material; reliable clinching across a wide thickness range
- Aluminium alloy sheet — works well with softer alloy tempers; harder tempers may require testing
- Copper and brass sheet — compatible with most standard self-clinching nut series
The sheet thickness range varies by nut series and size. As a general guide, PSM’s P-S series suits sheet from approximately 0.5 mm upwards, while the P-SP thin-sheet series extends this capability to thinner gauges. Always verify against PSM’s published datasheet for each specific part number. Self-clinching nuts are not suitable for hardened steel or stainless steel sheet — use Anchor Rivet Bushes (ARB) for harder materials.
What press force is required to install a self-clinching nut?
What are the main advantages of self-clinching nuts over weld nuts or loose nuts?
Self-clinching nuts offer several practical advantages over welding or using loose hardware:
- No heat distortion — unlike weld nuts, no heat-affected zone means no panel warping, paint burn, or weakening of thin sheet
- No secondary operations — installation is a single press step with no grinding, cleaning, or coating touchup required after fitting
- Permanently captive — the nut cannot be lost or misaligned during assembly, unlike loose nuts that require a second operator or fixture to hold in position
- Flush profile — the installed nut sits at or below the sheet surface, leaving a clean panel face
- Reusable thread — the internal thread accepts repeated screw assembly and disassembly without wear to the panel
- No back-side access needed — critical for closed or formed panels where reaching behind is impossible