


$0.10
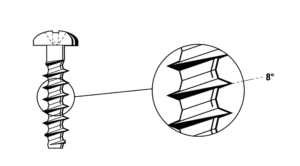
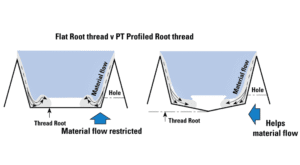
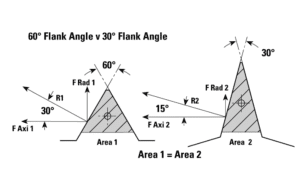
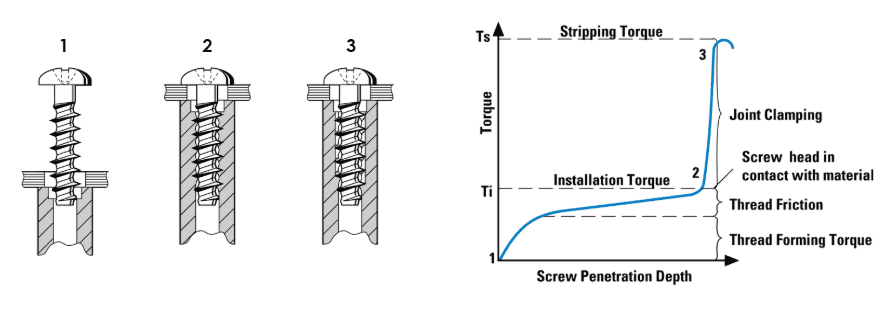
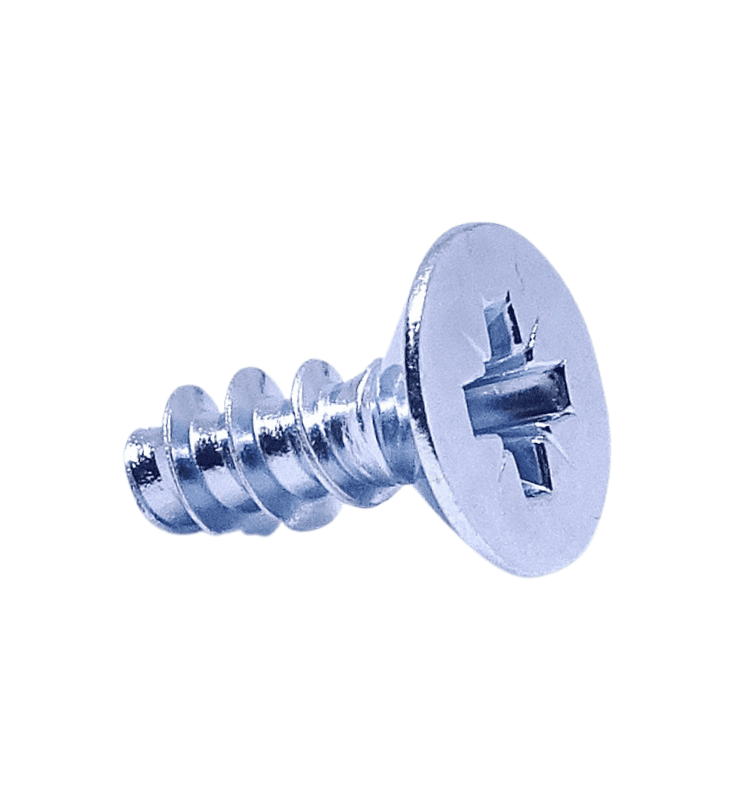
PT SERIES – Designed for use in thermoplastics, its key design features include a profiled thread root to assist plastic flow, a 30 degree flank angle to reduce boss bursting forces and an 8 degree pitch angle.
| Weight | 0.000392 kg |
|---|---|
| Dimensions | 1 × 1 × 1 cm |
| Product Type 1 | |
| Product Type 2 | |
| Product Type 3 | |
| Drive Type | |
| Material | |
| Finish | |
| Thread | |
| Size | |
| Length/Dimension | |
| PSM Part Number | |
| Bin Location | |
| Default Location | |
| Lead Time |







There are no reviews yet.