
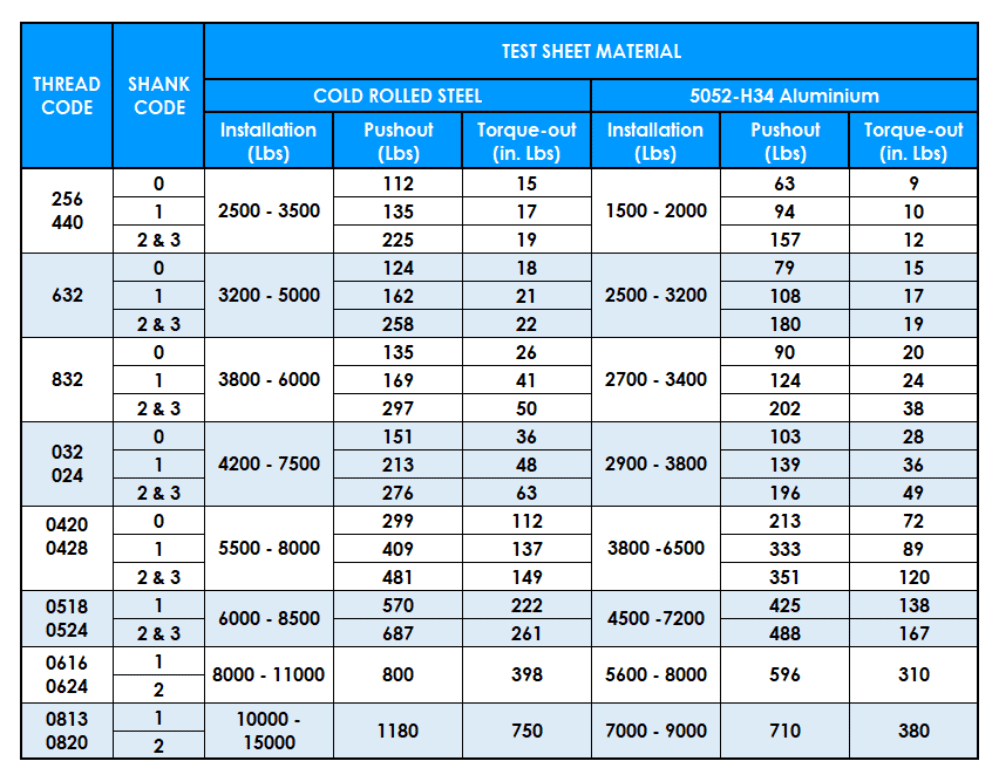
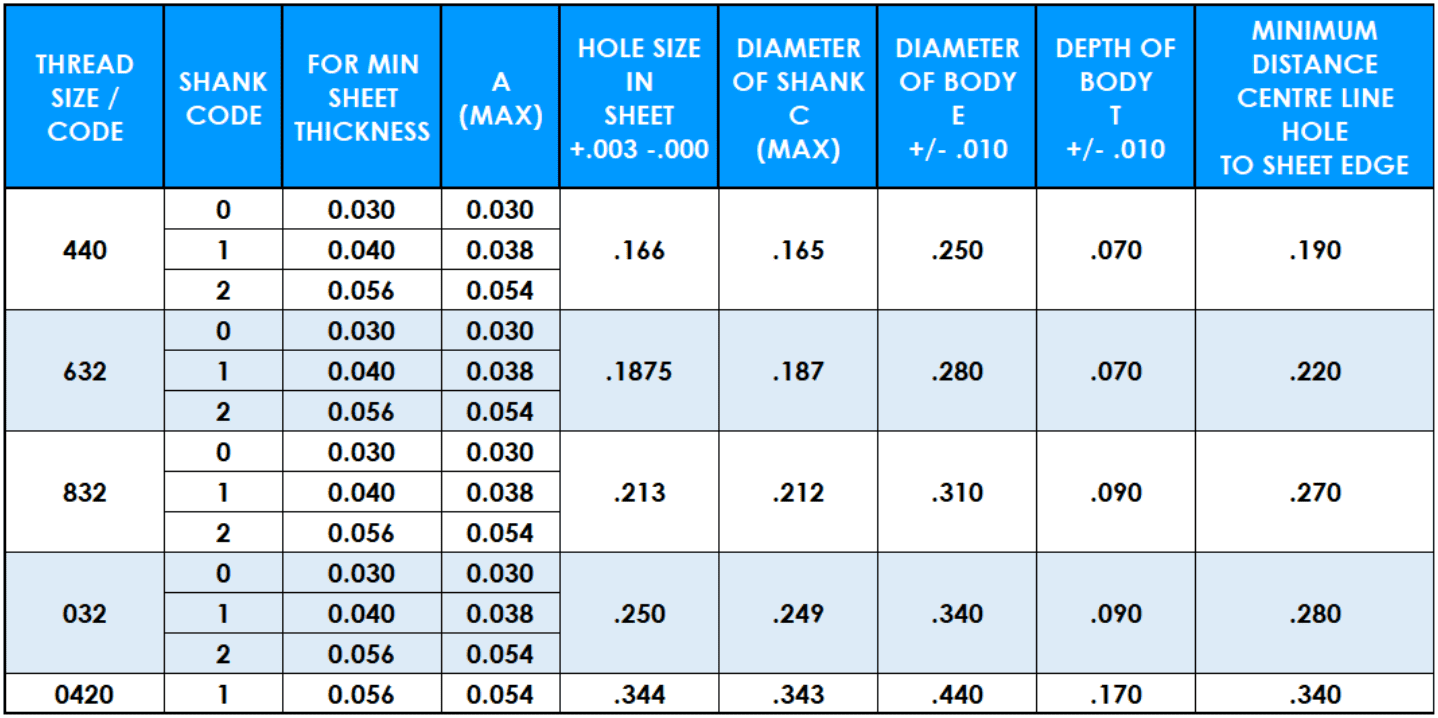
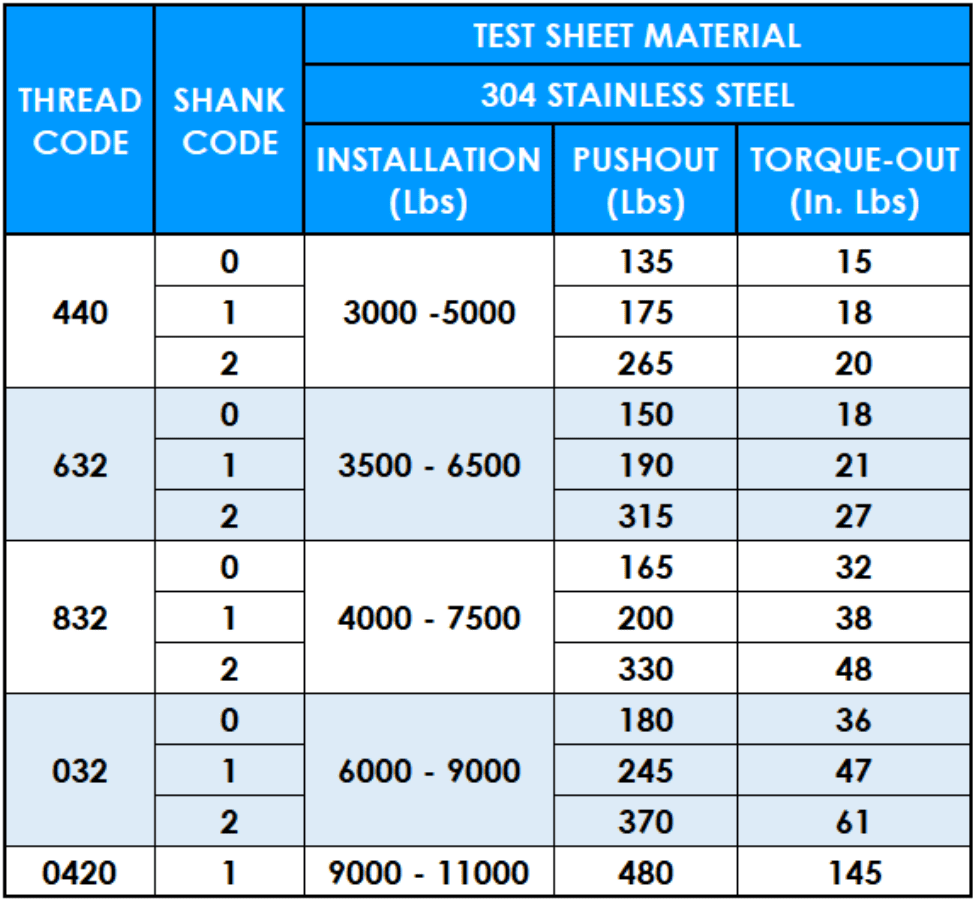
All dimensions in inches.
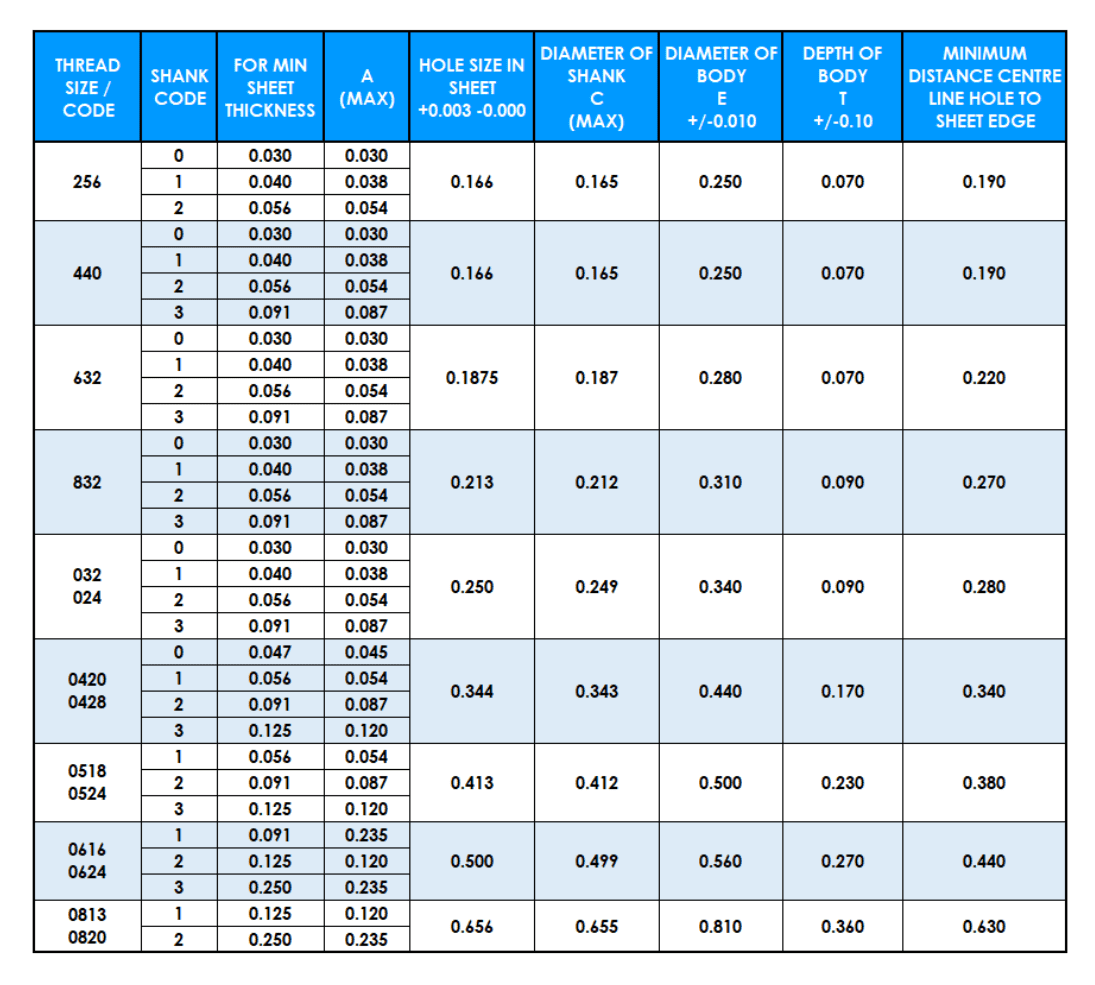
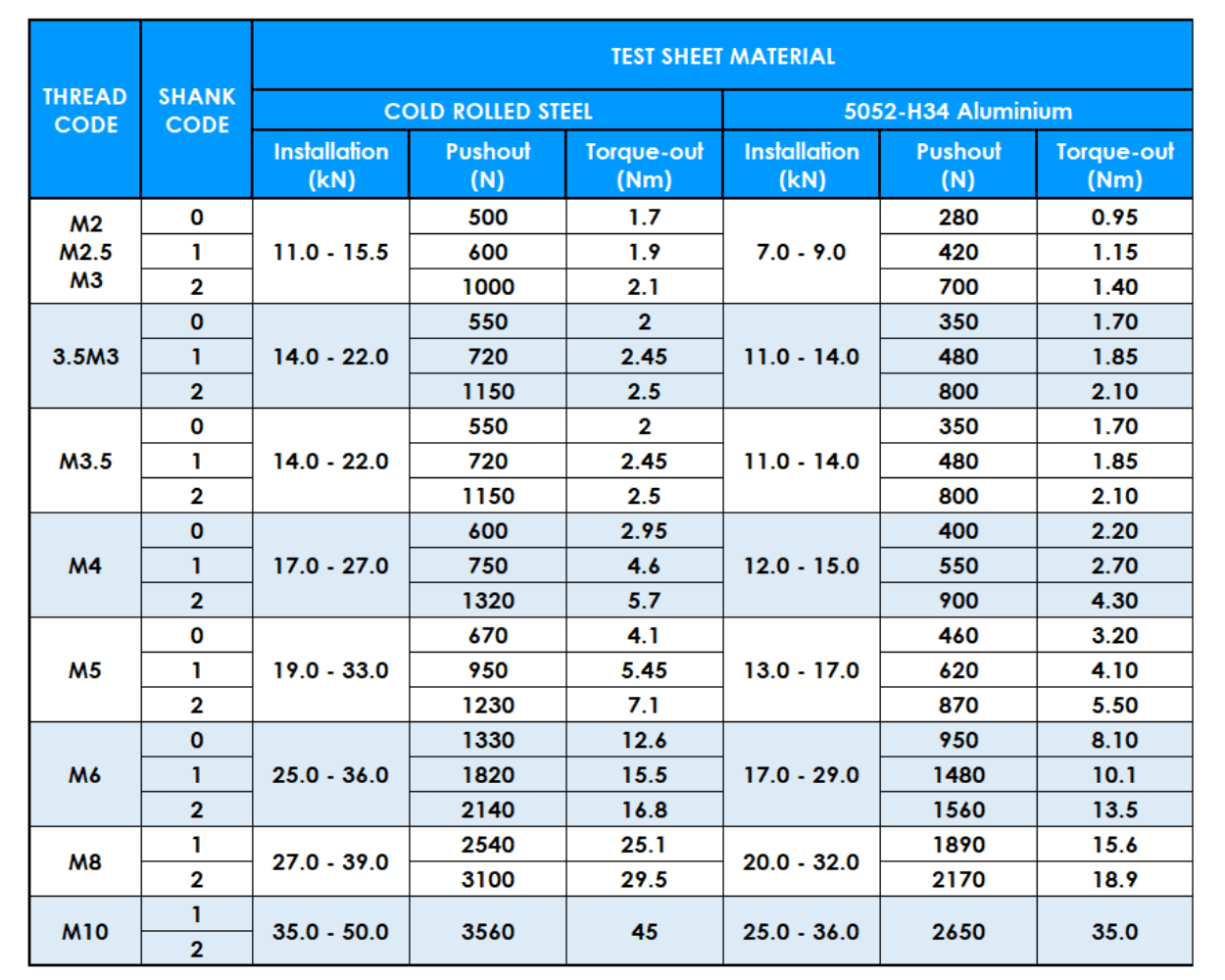
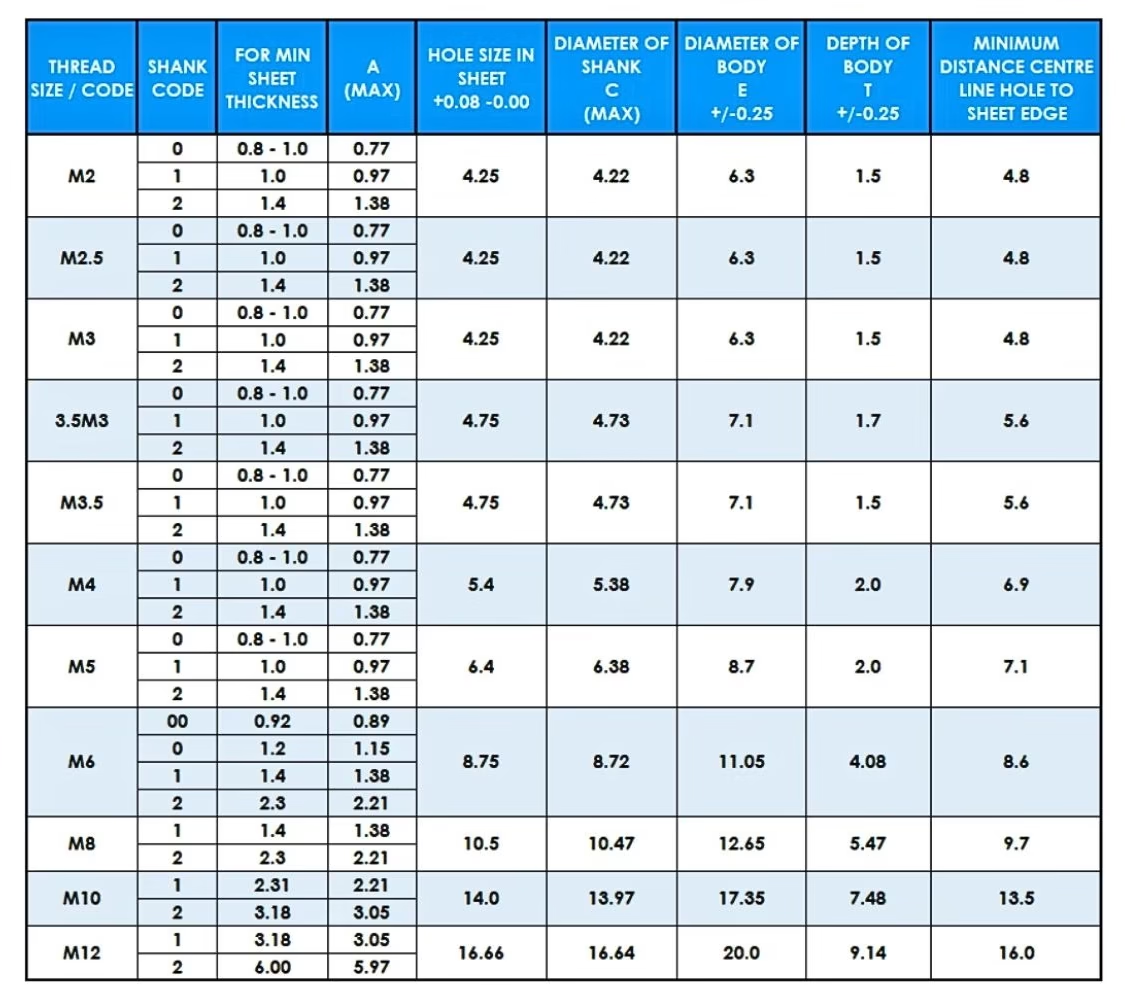
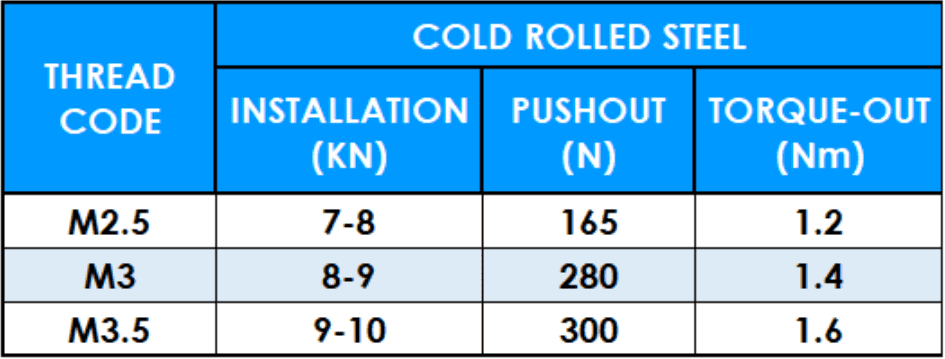
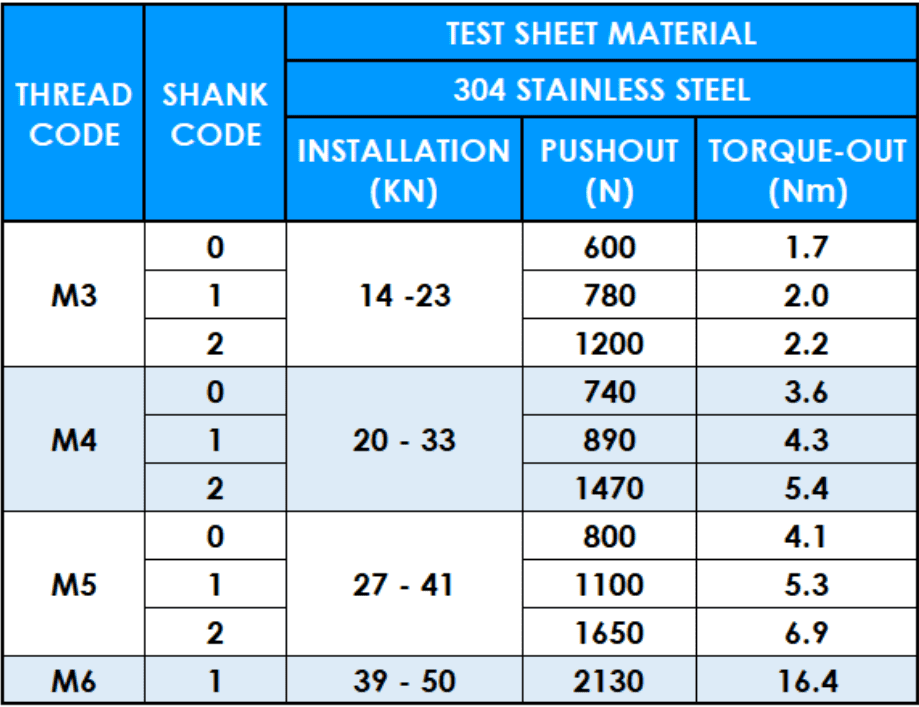
Note: The above values are averages when correct installation is performed. Variations in hole size, material and installation will affect these results. For specific advice we strongly recommend consultation with your PSM Technology Centre.
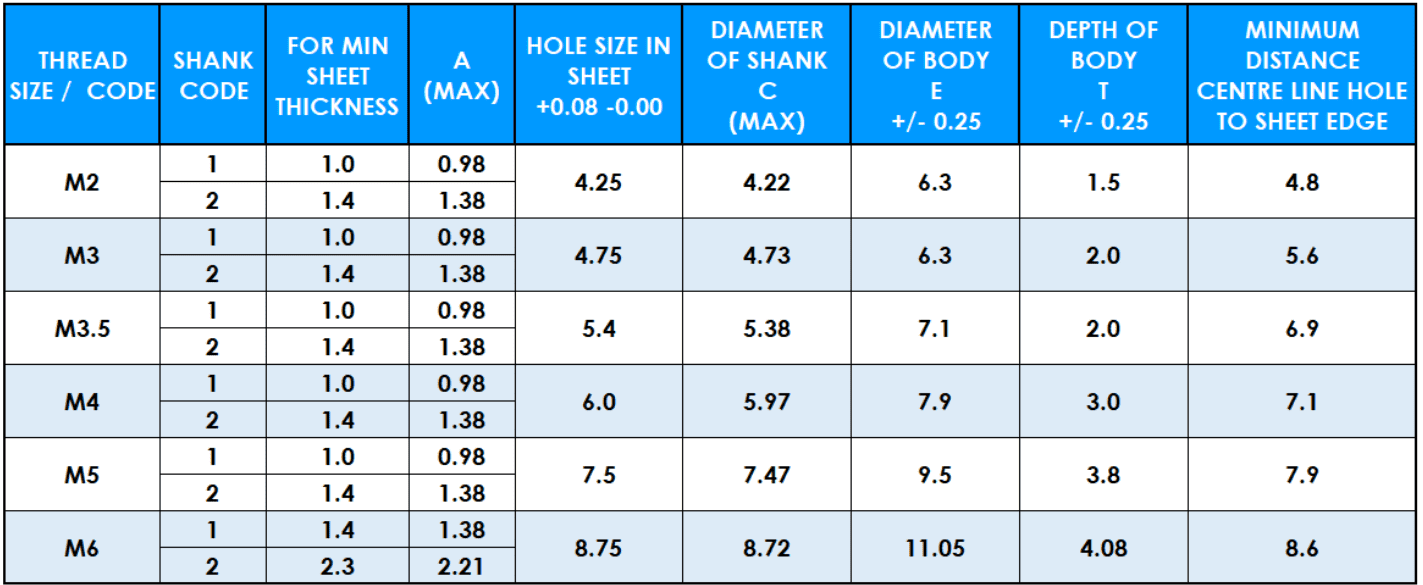
All dimensions in millimetres.
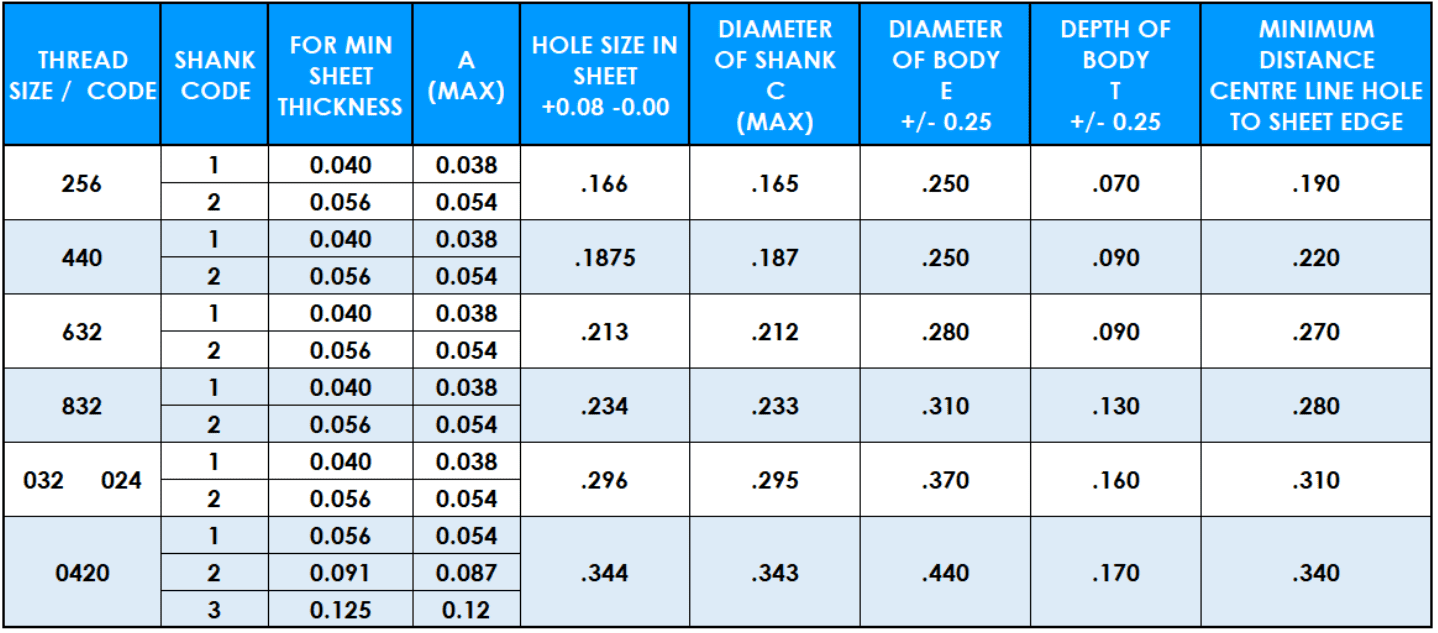
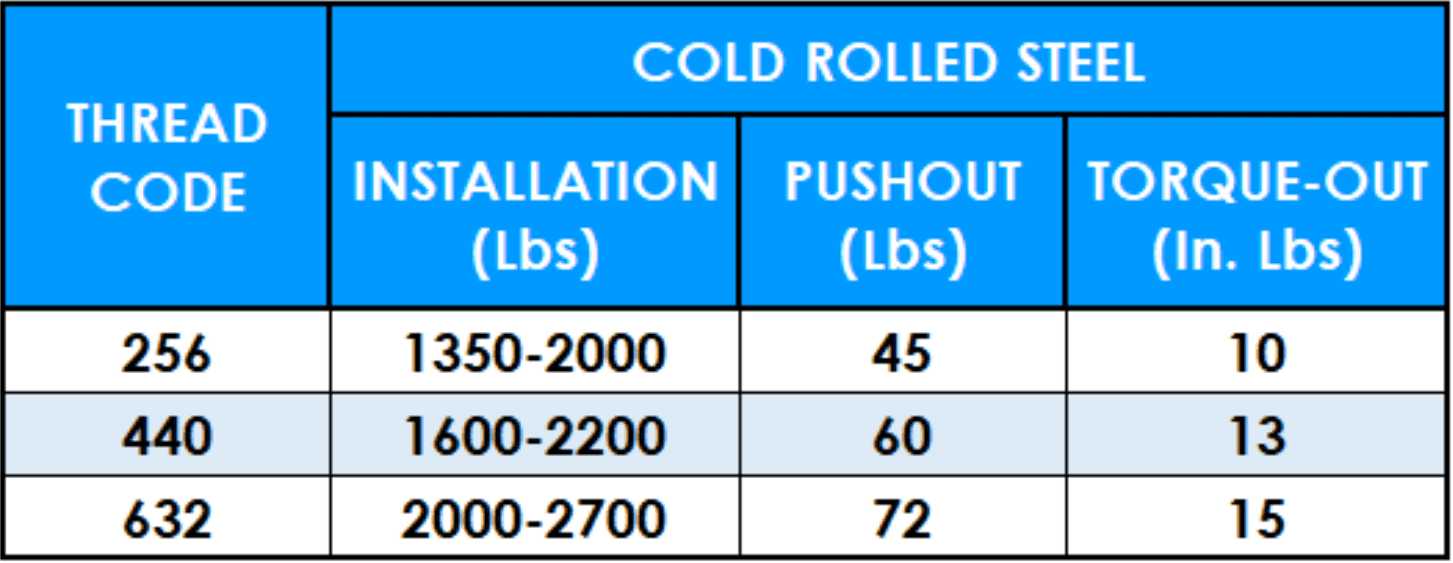
All dimensions in inches.

All dimensions in millimetres.

All dimensions in inches.
All dimensions in millimetres.
All dimensions in inches.
Note: The above values are averages when correct installation is performed. Variations in hole size, material and installation will affect these results. For specific advice we strongly recommend consultation with your PSM technology Centre.




There are no reviews yet.